




Synberry ist nach BSCI, WRAP, SCAN, GRS und ISO zertifiziert und gewährleistet so höchste Qualität und nachhaltige Produktionsstandards.
Unser professioneller Produktanpassungsservice setzt Ihre Idee in die Realität um und sorgt für ein nahtloses Erlebnis vom Konzept bis zur Produktpräsentation im Verkaufsregal


Mit Fabriken in China und Kambodscha haben Sie die Flexibilität, den Produktionsstandort auszuwählen, der je nach Ihrer spezifischen Situation die vorteilhaftesten Tarifvorteile bietet.
Was hat Synberry zur Wahl zweier Generationen gemacht? Mit klar definierten Qualitätsgrundsätzen, gut geführter Dokumentation und Aufzeichnungen und vor allem einer eingehenden Prozessanalyse und -prüfung sind wir in der Lage, eine gleichbleibend hohe Qualität sicherzustellen.


InhaltsverzeichnisI. Warum die Wahl des richtigen Leders für den Markenerfolg entscheidend istII. Die physikalischen Eigenschaften von echtem Leder verstehenIII. Das Marken-Matching-FrameworkIV. Risikomanagement in der LieferketteV. Wie Sie sicherstellen, dass Ihr OEM-Werk Ihre Lederauswahl korrekt umsetztVI. Häufig gestellte FragenVII. Schlussfolgerung I. Warum die Wahl des richtigen Leders für den Markenerfolg entscheidend istFür eine Lederwarenmarke ist echtes Leder weit mehr als nur ein Rohmaterial zur Herstellung von Handtaschen. Es ist ein zentrales Medium, durch das eine Marke ihre Identität etabliert, Produktqualität kommuniziert und das gesamte Kundenerlebnis verbessert. In der Praxis tappen einige aufstrebende Marken und Einkaufsteams in eine häufige Falle: Sie wählen Leder ausschließlich nach Preis oder aktuellen Trends aus und übersehen dabei, ob das Material tatsächlich mit der Positionierung der Marke vereinbar ist. Diese Diskrepanz kann zu einer Reihe von Folgeproblemen führen, wie z. B. vorzeitigem Verschleiß, Farbabrieb oder Verformung nach der Markteinführung eines neuen Produkts; vermehrten Kundenbeschwerden aufgrund von Farbunterschieden innerhalb derselben Produktionscharge; überhöhten Kosten aufgrund der unkritischen Verwendung von Premiumleder, die sich nicht im Endverkaufspreis widerspiegeln; oder sogar einer Schädigung des Markenrufs durch minderwertige Materialien. Die Haptik, die Stabilität, die Haltbarkeit und der Pflegeaufwand einer Handtasche hängen maßgeblich von der Wahl des Leders ab. Die Auswahl des richtigen Materials trägt nicht nur zur Umsetzung des ursprünglichen Designkonzepts bei, sondern sorgt auch für eine gesündere Kostenstruktur und ermöglicht es Marken, potenzielle Risiken im Kundendienst proaktiv zu managen. Dieser Leitfaden richtet sich an Markenproduktmanager, Beschaffungsteams und Produktentwickler. Ziel ist es, einen praktischen, durchgängigen Rahmen für die Auswahl von Echtleder zu schaffen und Entscheidungsträger dabei zu unterstützen, über erfahrungsbasierte Kaufentscheidungen hinauszugehen und eine systematischere und standardisierte Beschaffungsmethodik zu entwickeln. II. Die physikalischen Eigenschaften von echtem Leder verstehenEchtes Leder wird aus Tierhäuten hergestellt und zeichnet sich durch eine natürlich entstandene Faserstruktur aus. Unterschiedliche Gerbverfahren, Herkunftsländer der Häute und die einzelnen Schichten der Haut führen zu deutlich unterschiedlichen physikalischen Eigenschaften. Ein umfassendes Verständnis dieser Grundlagen ist die Basis für fundierte und wissenschaftliche Entscheidungen bei der Lederbeschaffung. 2.1 Lederklassifizierung: Vollnarbenleder und Spaltleder2.1.1 VollnarbenlederVollnarbenleder stammt aus der äußersten Schicht der Haut und behält die vollständige natürliche Narbung und die dicht verwobene Faserstruktur bei.Vorteile: Es bietet eine ausgezeichnete Zugfestigkeit, hervorragende Atmungsaktivität, ausgeprägte natürliche Maserungseigenschaften, ein erstklassiges Aussehen und eine angenehme Haptik sowie eine herausragende Haltbarkeit.Nachteile: Hochwertige Häute sind relativ selten und daher teurer. Sofern das Leder keiner umfassenden Oberflächenbehandlung unterzogen wird, können natürliche Merkmale aus dem Leben des Tieres, wie Narben und Wachstumszeichen, sichtbar bleiben. 2.1.2 SpaltlederSpaltleder wird aus der Faserschicht unterhalb der Narbenschicht hergestellt, nachdem diese entfernt wurde. Je nach Veredelungsverfahren wird es hauptsächlich in zwei Kategorien unterteilt: Veloursleder und Spaltleder.Veloursleder: Veloursleder wird durch das Anschleifen und Aufrauen der Fasern von Spaltleder ohne PU- oder PVC-Beschichtung hergestellt. Es hat eine natürlich weiche, angeraute Oberfläche und fühlt sich charakteristisch nach Veloursleder an. Es wird häufig als Futter für Handtaschen verwendet und eignet sich auch für Designs im lässigen oder Vintage-Stil.Bicast-Leder: Bicast-Leder wird hergestellt, indem eine PU- oder PVC-Folie auf die Oberfläche von Spaltleder aufgebracht wird, um die Optik von natürlichem Narbenleder zu imitieren. Es zeichnet sich durch ein relativ gleichmäßiges Erscheinungsbild und gute Abriebfestigkeit aus, bietet jedoch eine geringere Atmungsaktivität. Es wird häufig für Außenflächen von Produkten verwendet, bei denen eine strenge Kostenkontrolle erforderlich ist.Hauptmerkmale: Beide Spaltlederarten weisen im Allgemeinen eine geringere Biegefestigkeit als Vollnarbenleder auf. Insbesondere bei Spaltleder kann es durch wiederholtes Biegen und langfristige Nutzung mit der Zeit zu Rissen oder Abblättern der Oberflächenbeschichtung kommen.Anwendungsbereiche: Wildleder wird häufig für Handtaschenfutter oder Außendesigns mit einer lässigen oder Vintage-Ästhetik verwendet, während gegossenes Leder häufiger als Außenmaterial für kostensensible Produkte eingesetzt wird. 2.2 Wichtige physikalische Eigenschaften, die bei der Auswahl von Leder zu berücksichtigen sind2.2.1 Zugfestigkeit und strukturelle UnterstützungFestigkeit: Leder mit dichter Faserstruktur bietet eine hohe Zugfestigkeit und gute strukturelle Unterstützung und eignet sich daher für formstabile Handtaschen.Weichheit und Stabilität: Weiches Leder, wie beispielsweise Schaffell, hat eine relativ lockere Faserstruktur und bietet nur begrenzte Stabilität. Es eignet sich daher besser für weiche, lässige oder fließende Handtaschen.Strukturelle Stabilität: Bei der Auswahl des Leders sollte stets die geplante Taschenform berücksichtigt werden. Weiches Leder kann bei strukturierten Designs leicht seine Form verlieren, während zu festes Leder für weich fallende, natürlich wirkende Modelle ungeeignet sein kann. 2.2.2 Abrieb- und KratzfestigkeitHohe Abriebfestigkeit: Korrigiertes Leder und geprägtes Leder, wie z. B. genarbtes Leder, weisen typischerweise eine relativ dicke Oberflächenbeschichtung und eine hohe Abriebfestigkeit auf. Sie eignen sich für Handtaschen, die für den häufigen täglichen Gebrauch bestimmt sind.Charakteristische Materialien: Gewachstes Leder neigt dazu, im Laufe der Zeit sichtbare Gebrauchsspuren zu entwickeln. Kleinere Kratzer lassen sich jedoch oft durch sanftes Reiben der Oberfläche mit Körperwärme kaschieren oder reduzieren. Daher ist es nicht für Verbraucher geeignet, die ein makelloses, kratzfreies Aussehen erwarten. 2.2.3 FarbechtheitDie Farbechtheit sollte anhand von Trocken- und Nassreibeprüfungen unter Bezugnahme auf relevante Normen wie ISO 11640 oder GB/T 39366 bewertet werden.Warnung: Dunkles Leder und Leder mit Washed-Effekt weisen ein erhöhtes Risiko für Farbbeständigkeit auf. Entspricht die Nassreibechtheit nicht den erforderlichen Standards (in der Regel unterhalb von Klasse 3–4, je nach den geltenden Anforderungen), kann das Leder leicht auf helle Kleidung abfärben. 2.2.4 Wasseraufnahme und UmweltstabilitätPflanzlich gegerbtes Leder: Pflanzlich gegerbtes Leder neigt bei Feuchtigkeitseinwirkung zur Bildung dauerhafter Wasserflecken.Umweltbeständigkeit: Bestimmte Sprühlackierungen können unter extremen Temperaturschwankungen spröde werden, Risse bekommen oder sich zersetzen.Empfehlung zur Beschaffung: Bei Bestellungen, die für Märkte mit hoher Luftfeuchtigkeit oder hohen Temperaturen bestimmt sind, sollten Marken gegebenenfalls auch Tests auf Wasserbeständigkeit sowie Tests auf hohe und niedrige Temperaturen durchführen. 2.2.5 ReißfestigkeitBei dünnen und geschmeidigen Ledern, wie z. B. Ziegenleder, sollte besonderes Augenmerk auf die Reißfestigkeit in stark beanspruchten Bereichen gelegt werden, z. B. an den Befestigungspunkten der Riemen, den Griffansätzen und den Öffnungen für die Beschläge. III. Das Marken-Matching-FrameworkDas am besten geeignete Leder kann durch die Auswertung von vier Schlüsselkriterien identifiziert werden. 3.1 MarkenpreispositionierungHochwertige Designermarken / Luxuslinien: Setzen Sie auf vollnarbiges Rinds- und Ziegenleder. Erhalten Sie die natürliche Narbung und Textur, minimieren Sie schwere Oberflächenbeschichtungen und betonen Sie Authentizität, natürliche Schönheit und die Seltenheit des Materials.Nachhaltige Luxusmarken im mittleren Preissegment: Ziehen Sie umweltverträgliches Vollnarbenleder, wie z. B. pflanzlich gegerbtes Leder, in Betracht, um Premiumqualität mit einer skalierbaren Lieferkette in Einklang zu bringen und gleichzeitig die Nachhaltigkeitsbotschaft der Marke zu stärken.Lederwaren für den Massenmarkt: Hochwertiges, filmbeschichtetes Spaltleder kann gezielt eingesetzt werden, um die Kosten zu kontrollieren und gleichzeitig ein einheitliches Erscheinungsbild zu gewährleisten. 3.2 Zielgruppe und NutzungsszenarioFür Geschäftskunden und Pendler, die Wert auf Langlebigkeit legen: Geprägtes Rindsleder, wie beispielsweise genarbtes oder kreuzgenarbtes Leder, sowie korrigiertes Rindsleder sind empfehlenswert. Ihre beständigen Oberflächenbeschichtungen bieten eine hohe Kratzfestigkeit und sind relativ pflegeleicht.Charakterorientierte Materialien: Gewachstes Leder neigt dazu, Gebrauchsspuren schnell zu zeigen und eignet sich besser für Verbraucher, die den natürlichen Charakter von Leder schätzen.Jüngere, modebewusste Konsumenten, die Wert auf Ästhetik legen: Weiche, geschmeidige Leder in satten Farben sind oft die bessere Wahl. Nappaleder und leicht genarbtes Leder verleihen einen natürlich entspannten und modernen Look.Für Outdoor- und Vintage-Fans: Pflanzlich gegerbtes Leder ist eine ausgezeichnete Wahl. Seine Farbe vertieft sich mit der Zeit und entwickelt eine einzigartige Patina, wodurch jedes Produkt im Laufe der Zeit individuelle Gebrauchsspuren erhält. 3.3 ProduktstrukturStrukturierte Taschen wie Aktentaschen und Shopper: Diese erfordern festes Rindsleder mit dichter Faserstruktur und hoher Zugfestigkeit, wie z. B. pflanzlich gegerbtes Leder, das manchmal auch als festes Werkzeugleder bezeichnet wird.Weiche Cloud Bags und Schultertaschen: Diese eignen sich besser für Leder mit einer relativ lockeren Faserstruktur und einem weichen, geschmeidigen Griff, wie z. B. Schaffell oder weiches Nappaleder.Grundprinzip: Die Konstruktion einer Handtasche schränkt die Auswahl an verwendbarem Leder direkt ein. Weiches Leder kann ohne zusätzliche Verstärkung keine starre Form stützen, während zu festes Leder kaum weiche, natürliche Falten und einen schönen Fall erzeugt. 3.4 Kernwertversprechen der MarkeMarken, die auf Nachhaltigkeit und natürliche Materialien setzen: Vermeiden Sie nach Möglichkeit stark veredeltes oder beschichtetes Leder. Bevorzugen Sie trommelgefärbtes, Anilin-, Semianilin- oder leicht veredeltes pflanzlich gegerbtes Leder sowie Leder aus Gerbereien mit anerkannten Umweltzertifizierungen wie der LWG-Zertifizierung.Marken, die auf minimalistische Langlebigkeit setzen: Sie priorisieren strukturell stabiles, leistungsstarkes Vollnarben-Rindsleder und reduzieren den Einsatz empfindlicher Materialien, die zu vermeidbaren Reklamationen nach dem Kauf führen könnten.Praktischer Tipp: Legen Sie eine interne Lederdatenbank für Ihre Marke an. Bewerten und bewerten Sie vor der Entwicklung jedes neuen Produkts die infrage kommenden Lederarten anhand der vier oben genannten Kriterien. Dadurch lassen sich unnötige Muster und Entwicklungskosten deutlich reduzieren. IV. Risikomanagement der LieferketteIm Gegensatz zu Kunstleder, das mit hochgradig einheitlichen industriellen Verfahren hergestellt werden kann, wird echtes Leder aus Tierhäuten gefertigt und variiert naturgemäß von Stück zu Stück. Diese systembedingte Variabilität ist eine der bedeutendsten – und am häufigsten übersehenen – Risikoquellen bei der Lederbeschaffung. 4.1 Zwei große natürliche Herausforderungen und wie man sie bewältigen kann4.1.1 Chargen- und Texturvariationen:Das Risiko mangelnder Konsistenz: Jede Lederhaut ist aufgrund von Faktoren wie dem Lebensraum des Tieres, dem Klima, der Jahreszeit und dem natürlichen Wachstumsmuster einzigartig. Selbst wenn dieselbe Fabrik denselben Lederartikel herstellt, ist eine hundertprozentige Reproduzierbarkeit von einer Produktionscharge zur nächsten unmöglich.Empfohlene Lösung: Vor der Serienproduktion ein strenges Stichprobenverfahren einführen. Ein Referenzmuster freigeben und versiegeln, das die zulässigen Bereiche für Farbabweichungen, Maserungsunterschiede, natürliche Merkmale und andere visuelle Eigenschaften klar definiert.Zusätzliche Empfehlung: Halten Sie bei der Serienproduktion eine gewisse Menge an zusätzlichem Leder bereit, um einen selektiven Zuschnitt und eine Qualitätskontrolle zu ermöglichen. 4.1.2 Risiken im Zusammenhang mit der Einhaltung von Umwelt- und Regulierungsbestimmungen: Die Umwelt- und Regulierungsauflagen für Lederwaren werden weltweit immer strenger. Zu den wichtigsten Problembereichen zählen Schwermetalle, eingeschränkt zugelassene Azofarbstoffe, flüchtige organische Verbindungen (VOCs) und die Anforderungen an die Rückverfolgbarkeit tierischer Herkunft.Empfohlene Vorgehensweise: Bei Produkten für den europäischen und US-amerikanischen Markt sollte die Konformität des Leders mit den geltenden Vorschriften vor der Auftragserteilung geprüft werden. Die Materialien müssen den anwendbaren regulatorischen Anforderungen entsprechen, einschließlich der relevanten Bestimmungen der EU-REACH-Verordnung, sofern zutreffend. 4.2 Praktische Empfehlungen für MarkenKernledermaterialien: Auswahl bewährter Lederarten mit stabiler Produktionskapazität, um Lieferzeiten zu schützen und eine gleichbleibende Qualität zu gewährleisten.Spezial- oder Nischenmaterialien: Marken sollten bereit sein, ein gewisses Maß an natürlichen Unvollkommenheiten zu akzeptieren. Diese Eigenschaften sollten den Kunden vor dem Kauf klar kommuniziert werden, damit realistische Erwartungen erfüllt werden.Rückstellmuster: Von jeder Produktionscharge Leder sollten Rückstellmuster aufbewahrt werden.Rückverfolgbarkeit: Im Falle einer Qualitätsstreitigkeit liefern die zurückbehaltenen Muster wichtige Nachweise für die Rückverfolgbarkeit und dienen als wichtige Schutzmaßnahme zum Schutz des Rufs der Marke. V. Wie Sie sicherstellen, dass Ihr OEM-Werk Ihre Lederauswahl korrekt umsetztSobald die Lederrichtung festgelegt ist, übernimmt das OEM-Werk die Verantwortung für die Bemusterung, die Prozessoptimierung und die Massenproduktion.Ob das ausgewählte Leder erfolgreich in das Endprodukt umgesetzt werden kann, hängt maßgeblich davon ab, ob die Marke zu Beginn des Entwicklungsprozesses vier wichtige Schritte unternimmt. 5.1 Beziehen Sie das OEM-Werk frühzeitig in den Evaluierungsprozess ein.Bitten Sie den OEM-Hersteller bereits in der frühen Probenahmephase, das ausgewählte Leder aus drei Perspektiven zu bewerten:Fertigungskomplexität: Prüfen Sie, ob das ausgewählte Leder für die erforderlichen Konstruktions- und Fertigungstechniken geeignet ist.Materialausbeute und Schnittverlust: Ermitteln Sie, wie viel nutzbares Material aus jeder Haut gewonnen werden kann und wie sich natürliche Defekte auf die Schnitteffizienz auswirken können.Besondere Verarbeitungsanforderungen: Ermitteln Sie, ob das Leder spezielle Schneide-, Schäl-, Kantenfärbe-, Näh- oder Veredelungsprozesse erfordert.Hauptvorteil: Eine frühzeitige Evaluierung hilft, potenzielle Probleme vor Produktionsbeginn zu erkennen, Implementierungsrisiken zu reduzieren und kostspielige Änderungen im späteren Entwicklungszyklus zu minimieren. 5.2 Qualitätsanforderungen in quantifizierbare Standards übersetzenVermeiden Sie es, sich ausschließlich auf Beschreibungen wie „weiche Haptik“ oder „Farbe ähnlich der Referenzprobe“ zu verlassen.Geben Sie nach Möglichkeit messbare Spezifikationen an, einschließlich:Zulässige DickentoleranzZulässige FarbdifferenzMaximale Größe zulässiger FehlerZulässige Fehlerhäufigkeit und -verteilungAbstimmung der Lieferkette: Das OEM-Werk sollte diese Anforderungen direkt an den Lederlieferanten weitergeben, um die Einheitlichkeit in der gesamten Lieferkette zu gewährleisten. 5.3 Die Ressourcen der Lieferkette des Werks nutzenEtablierte OEM-Hersteller pflegen oft langjährige Geschäftsbeziehungen zu großen Gerbereien und Lederlieferanten.Wettbewerbsfähige Preise: Sie können Marken dabei helfen, wettbewerbsfähigere Preise auszuhandeln.Produktionskapazität: Sie können dazu beitragen, die Produktionskapazität zu sichern und die Materialzuteilung zu priorisieren.Materialprüfung: Sie können die Lederprüfung koordinieren und die Qualitätskontrolle auf Chargenebene verwalten.Risikominderung: Dadurch können der Kommunikationsaufwand und die Qualitätsrisiken, die mit der direkten Zusammenarbeit von Marken mit vorgelagerten Lieferanten verbunden sind, erheblich reduziert werden. 5.4 Ausreichend Entwicklungszeit einplanen und den Zeitplan nicht komprimierenEntwicklungsprozess: Der Entwicklungsprozess sollte schrittweise vom ersten Prototyp und Bestätigungsmuster über das Vorserienmuster bis hin zur Serienproduktion fortschreiten.Prüfung und Anpassung: Für Lederprüfungen, Prozessanpassungen und die Validierung der Produktion sollte ausreichend Zeit eingeplant werden.Risikokontrolle: Die Gewährung ausreichender Entwicklungszeit ist eine der effektivsten Methoden, um die Risiken der Massenproduktion zu reduzieren. VI. Häufig gestellte FragenWir haben sieben der häufigsten Fragen zusammengefasst, die Marken bei der Beschaffung von Echtleder stellen, um Ihnen zu helfen, fundiertere Entscheidungen zu treffen. Frage 1: Bedeutet Naturleder mit Narben oder ungleichmäßiger Maserung, dass es von schlechter Qualität ist?A: Nicht unbedingt. Das sind natürliche Eigenschaften von echtem Leder und keine Mängel.Die objektive Realität: Hochwertiges Vollnarbenleder kann nicht so makellos sein wie Kunstleder. Natürliche Merkmale wie Halsfalten und Wachstumsspuren sind normale Eigenschaften von Premium-Vollnarbenleder und können sogar als Echtheitsnachweis dienen.Qualitätsbeurteilung: Eine natürliche Markierung sollte im Allgemeinen nur dann als inakzeptabel angesehen werden, wenn sie sich auf einen gut sichtbaren Bereich der Handtasche konzentriert und das Gesamtbild wesentlich beeinträchtigt.Unsere Empfehlung: Vor Produktionsbeginn sollten Marken mit dem Hersteller ein klar definiertes, genehmigtes Muster festlegen, in dem zulässige Positionen, Größen und Arten von natürlichen Merkmalen definiert sind. Dies hilft, Streitigkeiten während der Serienproduktion zu vermeiden. Frage 2: Ist Pflanzlich gegerbtes Leder Geeignet für die Massenproduktion von modischen Handtaschen?A: Es erfordert sorgfältige Überlegung und eignet sich im Allgemeinen besser für Nischenprodukte im Vintage-Stil.Vorteile: Es bietet ein unverwechselbar natürliches Aussehen, einen ausgeprägten Charakter und eine authentische Patina, die mit anderen Lederarten nicht so leicht nachgeahmt werden kann.Nachteile: Seine physikalischen Eigenschaften reagieren empfindlicher auf Umwelteinflüsse. Es kann Wasserflecken entwickeln, sich bei längerer Lichteinwirkung verfärben, erfordert kontrolliertere Verarbeitungsbedingungen und weist unvermeidbare Farbschwankungen von Charge zu Charge auf.Empfohlene Anwendungsbereiche: Es eignet sich besonders für Nischenkollektionen im Vintage-Bereich und Produkte, die handwerkliches Können und eine handgefertigte Ästhetik betonen.Produktionshinweis: Bei schnelllebigen Modeartikeln, die eine Produktion in großen Mengen und ein extrem einheitliches Erscheinungsbild erfordern, sollten Marken pflanzlich gegerbtes Leder mit Vorsicht verwenden oder halbpflanzlich gegerbte oder chromgegerbte Alternativen in Betracht ziehen. Frage 3: Welche Tests sind bei der Beschaffung von Leder für Bestellungen erforderlich, die nach Europa und in die Vereinigten Staaten exportiert werden?A: Die Einhaltung regulatorischer Bestimmungen ist die Grundvoraussetzung für den Eintritt in internationale Märkte.Zu den Standardtests gehören typischerweise: Azofarbstoffe, Schwermetallgehalt, Formaldehyd und VOCs (flüchtige organische Verbindungen).Zusätzliche Anforderungen: Einige Länder und Marken verlangen möglicherweise Dokumente, die die Rückverfolgbarkeit und das Ursprungsland der Tierhäute belegen.Bewährte Vorgehensweise: Marken sollten von Lederlieferanten entsprechende Konformitätsdokumente anfordern, darunter gegebenenfalls Nachweise über LWG-zertifizierte vorgelagerte Gerbereien sowie Testberichte, die die Einhaltung der relevanten EU-REACH-Anforderungen belegen.Geschäftlicher Nutzen: Diese Dokumente können als wichtige Nachweise für den Zugang zu Premium-Märkten in Europa und den USA dienen. Frage 4: Wie kann man überprüfen, ob das „Vollnarbenleder“ eines Lieferanten echt ist?A: Untersuchen Sie den Querschnitt und führen Sie eine Druckprüfung durch.Der Drucktest: Drücken Sie die Lederoberfläche sanft mit dem Finger. Echtes Vollnarbenleder bildet typischerweise feine, natürliche Falten, die vom Druckpunkt nach außen verlaufen und nach dem Loslassen relativ schnell wieder sein ursprüngliches Aussehen annehmen.Sichtprüfung: Untersuchen Sie den Querschnitt des Leders. Echtes Vollnarbenleder weist im Allgemeinen ein dichtes und natürlich strukturiertes Fasermuster auf.Die zuverlässigste Methode: Fordern Sie vor Beginn einer formellen Zusammenarbeit gegebenenfalls einen Materialprüfbericht eines unabhängigen Dritten an. Objektive Prüfdaten sind der zuverlässigste Weg, Materialangaben zu überprüfen. Frage 5: Ist Vollnarbenleder immer besser als Spaltleder?A: Nein. Die beiden Materialien stammen lediglich aus verschiedenen Schichten der Haut und eignen sich für unterschiedliche Marken- und Produktanforderungen.Vollnarbenleder: Vollnarbenleder behält die natürliche Narbenstruktur und bietet in der Regel eine bessere Atmungsaktivität und ein authentischeres Narbenbild. Es wird häufig für Produkte im mittleren bis gehobenen Preissegment verwendet.Spaltleder: Spaltleder wird nach dem Spalten der Haut hergestellt und kann mit Oberflächenbeschichtungen weiterveredelt werden. Es bietet geringere Materialkosten, weniger sichtbare Oberflächenfehler und eine höhere Materialausnutzung und eignet sich daher für preissensible Produkte mit hohem Volumen, die ein einheitliches Erscheinungsbild erfordern.Grundprinzip: Es gibt keine absolute Hierarchie von „besser“ oder „schlechter“. Das richtige Leder ist dasjenige, das am besten zur Positionierung der Marke und zum Verwendungszweck des Produkts passt. Frage 6: Ist Nappaleder echtes Leder? Zu welcher Preiskategorie gehört es?A: Bei Nappaleder geht es in erster Linie um eine bestimmte Verarbeitungsmethode und eine charakteristische Haptik, nicht um eine spezifische Lederqualität.Die charakteristischen Merkmale von Nappaleder sind seine außergewöhnliche Weichheit, eine glatte und edle Oberfläche sowie ein relativ helles Finish.Vollnarbiges Nappaleder: Die hochwertigste Kategorie, bei der die natürliche Narbung und die Poren der Haut erhalten bleiben.Korrigiertes Narbenleder oder Top-Grain-Nappaleder: Eine gängige Kategorie, die einer leichten Oberflächenkorrektur und Veredelung unterzogen wird.Spaltleder oder synthetische Materialien, die als „Nappa-Narbenleder“ vermarktet werden: Einige Lieferanten verwenden möglicherweise den Begriff „Nappa“ oder „Nappa-Stil“, um PU-beschichtetes Spaltleder oder Mikrofasermaterialien zu beschreiben.Wichtigste Erkenntnis: Das Wort „Nappa“ allein sollte nicht als Beweis für die Qualität oder Echtheit des Leders angesehen werden. Frage 7: Wie unterscheiden sich verschiedene Lederarten hinsichtlich Pflegeaufwand und Kundendienstrisiko?A: Aus Sicht der Herstellung und des Kundendienstes lassen sich Lederarten im Allgemeinen wie folgt nach Risiko einteilen, von niedrigerem zu höherem Risiko:Korrigiertes, chromgegerbtes Rindsleder / Beschichtetes Leder: Diese Materialien verfügen in der Regel über eine robustere Oberflächenbeschichtung und bieten eine gute Wasser- und Fleckenbeständigkeit, wodurch sie relativ pflegeleicht sind und mit dem geringsten After-Sales-Risiko verbunden werden.Vollnarbiges, chromgegerbtes Rindsleder: Es behält einen gewissen Grad an natürlicher Widerstandsfähigkeit gegenüber alltäglichem Gebrauch, und kleinere Kratzer können mit der Zeit in die Oberfläche übergehen.Nappaleder: Durch seine hellere Oberfläche fühlt es sich weich und luxuriös an, ist aber anfälliger für sichtbare Fingernagelspuren und Kratzer. Kunden sollten daher den Kontakt mit scharfen Gegenständen vermeiden.Getrommeltes Leder: Durch seine strukturierte Oberfläche lassen sich kleinere Unvollkommenheiten gut kaschieren, allerdings können manche Varianten leicht Feuchtigkeit aufnehmen und Wasserflecken entwickeln.Pflanzlich gegerbtes Leder: Dies ist eine der empfindlichsten Lederarten. Es kann sich bei Kontakt mit Wasser verdunkeln oder seine Farbe verändern, Öle aufnehmen und leicht Kratzer bekommen. Kunden sollten klar darüber informiert werden, dass diese Eigenschaften typisch für pflanzlich gegerbtes Leder sind und nicht automatisch als Qualitätsmängel gelten. Eine frühzeitige Klärung der Erwartungen kann spätere Reklamationen deutlich reduzieren. VII. AbschlussDer einzigartige Reiz einer Handtasche aus echtem Leder liegt in der unersetzlichen Beschaffenheit und Textur des Naturleders. Die wahre Kunst der Materialbeschaffung besteht nicht darin, blindlings nach dem teuersten oder billigsten Material zu suchen. Es geht vielmehr darum, das Material zu identifizieren, das die richtige Balance zwischen Markenpositionierung, Designästhetik, Produktleistung und Kostenstruktur erzielt. Die Auswahl des Leders sollte kein subjektives Ratespiel sein. Es sollte ein standardisierter und systematischer Entscheidungsprozess sein. Durch die Etablierung eines strengen Bewertungsrahmens, die Durchführung geeigneter Materialprüfungen und die Implementierung effektiver Risikokontrollen können Marken sicherstellen, dass Leder, Design und Fertigungsprozesse nahtlos ineinandergreifen. Die Berücksichtigung der natürlichen Eigenschaften von echtem Leder und eine rationale Planung des Beschaffungsprozesses sind nicht nur grundlegend für die Herstellung erfolgreicher Produkte, sondern auch unerlässlich für den Aufbau einer nachhaltigen, langfristigen Marke für Lederwaren. Als Lieferkettenpartner mit 30 Jahren Erfahrung, spezialisiert auf die OEM-Herstellung von Handtaschen aus echtem Leder, SYNBERRY bietet umfassende Unterstützung von der Lederauswahl über Materialleistungsprüfungen und Musterentwicklung bis hin zur Großserienproduktion. Wir helfen Marken dabei, jeden Schritt des Prozesses miteinander zu verbinden – von der Materialauswahl bis zur Auslieferung des fertigen Produkts –, damit hochwertiges Leder erfolgreich in marktfähige, produktionsfertige Produkte umgewandelt werden kann. Autor
MEHR ANZEIGEN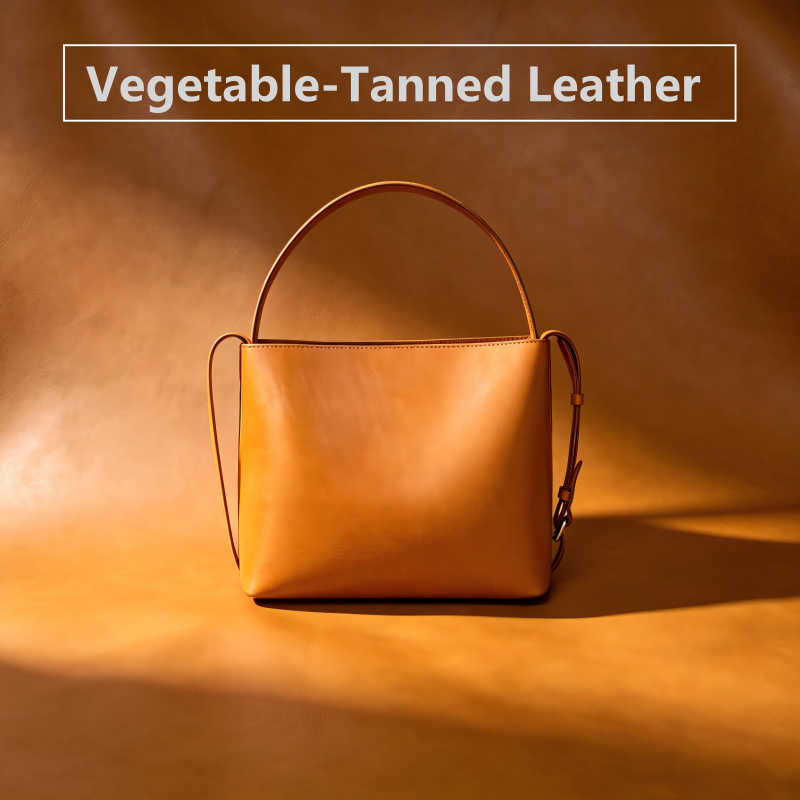
Pflanzlich gegerbtes Leder wird oft gewählt, weil es etwas kann, was viele beschichtete oder synthetische Materialien nicht können: Es nimmt Gebrauchsspuren auf. Sonnenlicht intensiviert mit der Zeit seine Farbe. Häufiger Gebrauch macht die Oberfläche mit der Zeit glatter. Natürliche Öle der Hände erzeugen dunklere Farbtöne an Ecken, Griffen, Falten und um Schnallen herum.Diese optische Eigenschaft hat pflanzlich gegerbtes Leder bei vielen Ledermarken, Geschenkartikelherstellern und Entwicklern von Produkten im Vintage-Stil beliebt gemacht. Sie schätzen die einzigartige „Alterung“ des Leders – jedes fertige Produkt entwickelt durch den täglichen Gebrauch nach und nach eine individuelle Patina und erhält so eine unverwechselbare, persönliche Note. Diese sich entwickelnde Patina ist auch das markanteste Merkmal, das es von anderen Lederarten unterscheidet.Inhaltsverzeichnis:Was ist pflanzlich gegerbtes Leder?Pflanzlich gegerbtes Leder vs. chromgegerbtes LederVorteile und Grenzen von pflanzlich gegerbtem LederWofür eignet sich pflanzlich gegerbtes Leder in der Taschenindustrie?Logotechniken, die für pflanzlich gegerbtes Leder geeignet sindHäufig gestellte Fragen I. Was ist pflanzlich gegerbtes Leder?Bei pflanzlich gegerbtem Leder handelt es sich um Leder, das durch einen kontrollierten Gerbprozess unter Verwendung pflanzlicher Gerbstoffe (Tannine) aus vorbereiteten Tierhäuten in formstabiles Leder umgewandelt wurde.Nach dem Abziehen einer Tierhaut besteht diese im Wesentlichen aus Protein und ist einem natürlichen Verfallsprozess unterworfen. Um daraus haltbares Leder zu gewinnen, müssen Gerbstoffe Querverbindungen mit den Kollagenfasern der Haut herstellen. Die Tannine verbinden sich mit der Kollagenstruktur und verbessern so die Widerstandsfähigkeit des Leders gegen Verfall. Gleichzeitig verleihen sie ihm seine charakteristische Festigkeit, die natürliche Narbung, die hervorragende Verarbeitbarkeit, die erstklassige Schnittqualität und die besonderen Alterungseigenschaften.In der modernen Lederherstellung dominiert das Chromgerbverfahren mit dreiwertigen Chromsalzen. Es ermöglicht eine schnelle Produktion, geringere Kosten und ein weicheres Leder. Die pflanzliche Gerbung hingegen greift auf eine Methode zurück, die seit Jahrtausenden von Menschen angewendet wird. Natürliche Gerbstoffe werden aus Pflanzenmaterialien wie Rinde, Holz, Blättern, Früchten und Samenkapseln gewonnen, wodurch die Lederfasern über mehrere Wochen oder sogar Monate hinweg allmählich „festigen“.Dieser langsame Prozess ist die Grundlage für jedes charakteristische Merkmal von pflanzlich gegerbtem Leder.Durch die verlängerte Gerbzeit und das tiefe Eindringen der Tannine wird die Faserstruktur von pflanzlich gegerbtem Leder grundlegend verändert. Das fertige Leder ist fest, dicht und lässt sich polieren, um eine glatte, spiegelglatte Kante zu erzielen – etwas, das bei chromgegerbtem Leder schwer zu erreichen ist. Da bei diesem Verfahren keine schweren Kunstharzbeschichtungen zum Einsatz kommen, behält die Oberfläche von pflanzlich gegerbtem Leder ihr natürlichstes, unbehandeltes Aussehen: Poren bleiben deutlich sichtbar, und natürliche Narben, Wachstumsspuren und Maserungen treten klar hervor. II. Pflanzlich gegerbtes Leder vs. chromgegerbtes LederFür viele Käufer, die zum ersten Mal mit pflanzlich gegerbtem Leder in Berührung kommen, ist die wichtigste Frage: Worin unterscheidet es sich von gewöhnlichem Vollnarbenleder? Tatsächlich wird der Unterschied erst in dem Moment festgelegt, in dem der Gerbungsprozess abgeschlossen ist.VergleichPflanzlich gegerbtes LederChromgegerbtes Leder (Standard)GerbstoffPflanzliche Tannine (natürlich)Dreiwertige Chromsalze (chemisch)BräunungszeitMehrere Wochen bis mehrere Monate1–3 TageFertiges GefühlFest und strukturiert, anfangs recht steifWeich, geschmeidig und flexibel direkt aus der ProduktionOberflächenbeschaffenheitMinimales oder gar kein Finish, für einen natürlichen, „ungeschminkten“ LookÜblicherweise mit einer Beschichtung versehen, die Unvollkommenheiten kaschieren kann.FarbstabilitätDunkelt durch Sonnenlicht und Gebrauch nach und verändert sich, wobei sich eine Patina entwickelt.Die Farbe wird nach der Produktion fixiert und bleibt relativ stabil.KantenbearbeitungKann zu einer glatten, spiegelähnlichen Oberfläche poliert werden.Üblicherweise wird Kantenfarbe benötigt, um die Kanten abzudecken.WasserbeständigkeitMangelhaft; der Kontakt mit Wasser kann zu Verfärbungen und Versteifungen führen.Besser; das Wasser perlt ab und rollt auf natürliche Weise ab.Eignung für die MassenproduktionUntereHöherEin weit verbreitetes Missverständnis sollte aufgeklärt werden: Pflanzlich gegerbtes Leder und Vollnarbenleder sind keine Gegensätze. Vollnarbenleder beschreibt, welcher Teil der Haut verwendet wird – die oberste Schicht, die weder geschliffen noch poliert wurde. Pflanzliche Gerbung hingegen beschreibt die Gerbmethode. Ein Stück Vollnarbenleder vom Rind kann entweder pflanzlich oder chromgegerbt sein.Hochwertiges, pflanzlich gegerbtes Leder wird in der Regel aus erstklassigen Vollnarbenhäuten hergestellt. Da pflanzlich gegerbtes Leder keine dicken Oberflächenbeschichtungen benötigt, um Unvollkommenheiten zu kaschieren, ist die natürliche Qualität der Haut an der fertigen Oberfläche voll sichtbar. III. Vorteile und Grenzen von pflanzlich gegerbtem LederPflanzlich gegerbtes Leder ist kein Wundermaterial. Es ähnelt eher einem Stück Jade, das sorgfältige Pflege benötigt – seine Stärken und Schwächen sind gleichermaßen ausgeprägt.Vorteile1. Ein einzigartiger, von der Zeit geprägter CharakterDer größte Reiz von pflanzlich gegerbtem Leder liegt in seiner Fähigkeit, sich mit der Zeit zu entwickeln. Natürlich gegerbtes Leder hat zunächst einen hellen Beigeton und dunkelt durch Sonneneinstrahlung, Körperwärme und die Aufnahme natürlicher Hautfette allmählich nach. Mit der Zeit nimmt es Karamell- oder Honigtöne an und entwickelt schließlich eine Patina, die so einzigartig ist wie der Besitzer selbst. Diese Eigenschaft – je mehr man es benutzt, desto schöner wird es – kann kein stark veredeltes Leder wirklich nachahmen.2. Eine natürlich nachhaltige GeschichteDie bei der pflanzlichen Gerbung verwendeten Tannine stammen aus nachwachsenden Rohstoffen. Im Vergleich zu Abwässern aus der Chromgerbung ist die bei der pflanzlichen Gerbung entstehende Restlauge deutlich besser biologisch abbaubar. Für Marken, die Wert auf Nachhaltigkeit legen, ist pflanzlich gegerbtes Leder ein von Natur aus umweltfreundliches Material, das keiner weiteren Erklärung bedarf.3. Polierbare, spiegelglatte KantenDurch den Einfluss hochkonzentrierter Gerbstoffe verdichten sich die Fasern pflanzlich gegerbten Leders so stark, dass die Kanten, ähnlich wie bei Holz, poliert und auf Hochglanz gebracht werden können. Dadurch erhalten hochwertige, handgefertigte Taschen saubere, edle Kanten, ohne dass Kantenfarbe benötigt wird – einer der Hauptgründe, warum viele Lederhandwerker pflanzlich gegerbtes Leder bevorzugen.4. Bewährte LangzeitbeständigkeitObwohl sich pflanzlich gegerbtes Leder im Neuzustand fest anfühlt, wird es mit der Zeit weicher, behält aber seine außergewöhnliche Faserfestigkeit. Eine gut gepflegte Tasche aus pflanzlich gegerbtem Leder kann oft mehr als ein Jahrzehnt halten.Einschränkungen1. Sehr empfindlich gegenüber Wasser und ÖlenDa pflanzlich gegerbtes Leder keine wasserdichte Oberflächenbeschichtung besitzt, kann bereits ein einziger Wassertropfen dunkle Wasserflecken hinterlassen. Natürliche Hautöle, Sonnencreme und sogar der Indigofarbstoff von Denim können in das Leder eindringen und lassen sich nicht abwischen. Für Liebhaber sind diese Spuren Zeichen von Zeit und Charakter; für viele Verbraucher im Alltag sind sie schlichtweg unerwünscht.2. Schwierig, eine gleichbleibende Farbe zwischen verschiedenen Chargen zu gewährleistenDie Farbe von pflanzlich gegerbtem Leder verändert sich auch nach der Herstellung weiter. Zwei Häute aus derselben Charge, die in einem Lagerhaus auf gegenüberliegenden Seiten aufbewahrt werden, können bereits nach drei Monaten deutlich unterschiedliche Farbtöne aufweisen.3. Weniger geeignet für die Hochgeschwindigkeits-MassenproduktionDurch seine feste Struktur ist der Widerstand beim Nähen erhöht, und die Kantenbearbeitung erfordert mehrere Durchgänge durch Schleifen, Wachsen und Polieren. Daher ist der Arbeitsaufwand in der Regel deutlich höher als bei chromgegerbtem Leder. IV. Wofür eignet sich pflanzlich gegerbtes Leder am besten in der Taschenindustrie?Aufgrund der oben genannten Eigenschaften bietet pflanzlich gegerbtes Leder einen klar definierten Anwendungsbereich bei der Taschenherstellung.Ideale AnwendungsbereicheKleinlederwaren: Kartenetuis, Schlüsseletuis, Stifthüllen und Lederanhänger. Dank ihrer kompakten Größe lassen sich natürliche Unregelmäßigkeiten leichter kaschieren, während die wunderschön polierten Kanten, für die pflanzlich gegerbtes Leder bekannt ist, besonders gut zur Geltung kommen.Strukturierte Taschendesigns: Aktentaschen, Umhängetaschen und Vintage-Messenger-Bags. Diese Modelle nutzen die natürliche Festigkeit von pflanzlich gegerbtem Leder optimal aus, sodass die Taschen ihre Form behalten und nicht zusammenfallen.Limitierte Editionen und Gedenkkollektionen: Die natürliche Narbung des Leders und seine Fähigkeit, im Laufe der Zeit eine einzigartige Patina zu entwickeln, erzeugen ein Gefühl von Exklusivität und Seltenheit und machen es zu einer ausgezeichneten Wahl für besondere Kollektionen. Weniger geeignete AnwendungenWeiche, große Taschen: Tragetaschen und Einkaufstaschen. Pflanzlich gegerbtes Leder ist im Neuzustand relativ steif, und wiederholtes Biegen über große Flächen kann dauerhafte Falten erzeugen, die sich nicht mehr entfernen lassen.Alltags-Pendlertaschen mit hoher Beanspruchung: Taschen, die täglich überfüllten öffentlichen Verkehrsmitteln, Regen und häufigem Kontakt mit verschiedenen Oberflächen ausgesetzt sind. Unter diesen Bedingungen wird die Empfindlichkeit von pflanzlich gegerbtem Leder deutlich sichtbar.Fast Fashion, Massenproduktion: Aufgrund seiner sich verändernden Farbe, der geringeren Produktionseffizienz und der höheren Kosten im Vergleich zu chromgegerbtem Leder eignet sich pflanzlich gegerbtes Leder nicht gut für die schnellen Produktionszyklen und aggressiven Preisstrategien, die von Fast-Fashion-Marken gefordert werden.Viele Handtaschenmarken, die Wert auf Kundenerlebnis legen, integrieren bewusst pflanzlich gegerbtes Naturleder in ihr Kernsortiment und ermutigen Kundinnen und Kunden, ihre Taschen durch den täglichen Gebrauch zu „entwickeln“. Diese besondere Interaktion zwischen Besitzerin und Leder schafft ein sehr persönliches Besitzerlebnis, steigert die Attraktivität des Produkts deutlich, fördert Mundpropaganda und stärkt die Kundenbindung. Dies ist auch einer der Gründe, warum pflanzlich gegerbtes Leder für Boutique-Marken, die sich durch eine sinnvolle Differenzierung auszeichnen möchten, zu einer hervorragenden Wahl geworden ist. V. Logotechniken, geeignet für pflanzlich gegerbtes LederPflanzlich gegerbtes Leder weist nur eine geringe oder gar keine chemische Oberflächenbehandlung auf. Seine feste Faserstruktur, die Fähigkeit, Feuchtigkeit und Öle aufzunehmen, und die Neigung, sich bei Hitzeeinwirkung zu verfärben, bieten sowohl deutliche Vorteile als auch klare Einschränkungen beim Anbringen von Logos. Im Folgenden werden einige Methoden beschrieben, die sich in unserer Produktionspraxis bewährt haben, sowie Techniken, die vermieden werden sollten.Empfohlene Methoden1. Blindprägung / TiefprägungDiese Logotechnik harmoniert besonders gut mit dem Charakter von pflanzlich gegerbtem Leder. Mithilfe einer erhitzten Messingmatrize wird Druck ausgeübt, wodurch eine vertiefte oder erhabene Prägung auf der Lederoberfläche entsteht. Da kein zusätzliches Material verwendet wird, wird das Logo ein integraler Bestandteil des Leders. Mit der Zeit entwickelt das Leder eine Patina, die die Kanten der Prägung allmählich glättet und einen dezenten, natürlichen Glanz erhält.Praktische Überlegungen:Da pflanzlich gegerbtes Leder relativ fest ist, wirken geprägte Kanten schärfer und definierter als bei chromgegerbtem Leder, wodurch sich diese Technik ideal für feine Schriftzüge und geometrische Linienführung eignet.Die Temperatur muss sorgfältig kontrolliert werden (typischerweise 80 °C–120 °C). Temperaturen über 150 °C können dunkelbraune Brandflecken an den Rändern des Abdrucks hinterlassen, die besonders auf naturbelassenem, ungefärbtem Leder auffallen.Eine tiefe Prägung (mehr als 1 mm) kann die Planheit der Rückseite beeinträchtigen. Befindet sich das Logo auf einer großen Vorderseite der Tasche, sollte die Sichtbarkeit des Abdrucks auf der Rückseite geprüft werden.2. Heißfolienprägung (Gold oder Silber)Die Heißfolienprägung verleiht pflanzlich gegerbtem Leder einen edlen, metallischen Akzent. Die unbehandelte Oberfläche des Leders birgt jedoch auch Nachteile: Da die Folie in direkten Kontakt mit den Lederfasern kommt, ist ihre Haftung oft weniger zuverlässig als bei chromgegerbtem Leder mit einer Oberflächenbehandlung.Praktische Überlegungen:Verwenden Sie hochwertige Folie, die speziell für Leder entwickelt wurde und über feine Pigmente sowie eine starke Haftung verfügt. Standardfolie für Papier neigt dazu, sich auf pflanzlich gegerbtem Leder abzulösen.Vermeiden Sie es, über natürliche Narben, Venenmarkierungen oder andere Bereiche zu stempeln, in denen die Faserstruktur locker ist, da sich die Folie zusammen mit diesen Unvollkommenheiten ablösen oder abblättern kann.Die Heißfolienprägung erzeugt im Allgemeinen einen besseren visuellen Kontrast auf dunkel gefärbtem, pflanzlich gegerbtem Leder (wie z. B. Teekern- oder braunem Leder) als auf naturbelassenem, ungefärbtem Leder.3. Lederbearbeitung / WerkzeugherstellungWenn es eine Technik gibt, die wie geschaffen ist für pflanzlich gegerbtes Leder, dann ist es die Lederbearbeitung (das Punzieren). Pflanzlich gegerbtes Leder ist fest, hat eine dichte Faserstruktur und lässt sich im angefeuchteten Zustand hervorragend formen. Beim Bearbeiten mit Werkzeugen entstehen klare, präzise Muster, die ihre Form behalten. Das geschnitzte Design kann anschließend durch Färben, Vergolden, Antikisieren oder andere dekorative Verfahren weiter veredelt werden.Praktische Überlegungen:Für Lederschnitzereien benötigt man besonders hochwertiges Leder. Nur vollnarbiges, pflanzlich gegerbtes Leder der Güteklasse A ermöglicht saubere, scharfe Schnitte. Stellen mit Narben oder lockerer Narbenhaut neigen dazu, nach dem Schnitzen fusselig zu werden.Das Verfahren ist vollständig handwerklich, was die Massenproduktion extrem ineffizient macht. Die Fertigstellung eines einzelnen Paneels mit einem komplexen Schnitzmuster kann mehrere Stunden dauern, weshalb sich diese Technik nicht für die Serienfertigung eignet.Nach dem Schnitzen muss das Leder in die richtige Form gebracht und feuchtigkeitsbeständig behandelt werden. Andernfalls kann es in feuchter Umgebung in den vertieften Bereichen zu Schimmelbildung kommen.4. LasergravurDie Lasergravur ermöglicht die Reproduktion komplexer Vektorgrafiken und sogar Graustufeneffekte ohne Spezialwerkzeuge. Pflanzlich gegerbtes Leder reagiert jedoch ganz anders auf die Lasergravur als Kunstleder oder chromgegerbtes Leder.Praktische Überlegungen:Der Laser verbrennt die Gerbstoffe im Leder, wodurch sich die gravierte Stelle dunkelbraun oder schwarz färbt. Dies erzeugt einen starken visuellen Kontrast auf naturbelassenem, ungefärbtem, pflanzlich gegerbtem Leder. Daher sollte das endgültige Erscheinungsbild vor der Produktion stets anhand von Mustern geprüft werden.Da keine Spezialwerkzeuge benötigt werden, entfallen bei der Lasergravur die Werkzeugkosten. Für Kleinserien und individuelle Aufträge ist sie oft kostengünstiger als die Prägung und somit eine hervorragende Option für Boutique-Marken und maßgefertigte Produkte.5. Metallabzeichen / NamensschilderMetallene Abzeichen oder Namensschilder werden mittels Nieten, Schrauben oder Nähten auf pflanzlich gegerbtem Leder befestigt. Dieses Verfahren überwindet einige der Einschränkungen des Leders selbst und ermöglicht so mehrfarbige Oberflächen, dreidimensionale Effekte und sogar beleuchtete Designs.Praktische Überlegungen:Da pflanzlich gegerbtes Leder relativ fest ist, sollten vor dem Vernieten immer Vorbohrungen gemacht werden. Das direkte Eintreiben der Nieten in das Leder kann zu Rissen in den Fasern führen.Metall und Leder haben unterschiedliche Wärmeausdehnungskoeffizienten. In Umgebungen mit starken Temperaturschwankungen können sich Nietlöcher mit der Zeit vergrößern, wodurch sich die Beschläge lockern können. Die Verwendung von Unterlegscheiben wird empfohlen, um die Langzeitstabilität zu verbessern.Die Kanten des Metallabzeichens sollten abgeschrägt oder abgerundet sein, um zu verhindern, dass sie sich bei längerem Gebrauch in die Lederoberfläche einschneiden oder diese durchscheuern.Bei genähten Metallabzeichen muss der Stichabstand mit großer Präzision geplant werden. Nadellöcher in pflanzlich gegerbtem Leder sind dauerhaft und können nicht wiederhergestellt werden, daher muss die Naht beim ersten Versuch korrekt positioniert werden.Nicht empfohlen: Siebdruck und TampondruckWir raten davon ab, Siebdruck oder Tampondruck direkt auf die Oberfläche von pflanzlich gegerbtem Leder aufzutragen. Die Gründe dafür sind einleuchtend:Pflanzlich gegerbtes Leder besitzt nur eine geringe oder gar keine Oberflächenbeschichtung, wodurch die Tintenaufnahme schwer zu kontrollieren ist. Daher neigen die gedruckten Grafiken zum Auslaufen und Verblassen der Farbe.Pflanzlich gegerbtes Leder dunkelt mit der Zeit weiter nach und nimmt Öle auf. Da das Leder auf natürliche Weise altert, verändert sich auch das aufgedruckte Design, was oft schon nach wenigen Monaten zu sichtbaren Farbunterschieden führt.Das Auftragen einer Oberflächenversiegelung vor dem Bedrucken kann zwar die Tintenhaftung verbessern, zerstört aber gleichzeitig genau die Eigenschaften, die pflanzlich gegerbtes Leder so begehrenswert machen. Die Beschichtung beeinträchtigt sowohl sein charakteristisches, natürliches Aussehen als auch seine Atmungsaktivität. Häufig gestellte FragenFrage 1: Was ist besser: pflanzlich gegerbtes Leder oder Vollnarbenleder?A: Diese Begriffe sind nicht vergleichbar, da sie unterschiedliche Aspekte von Leder beschreiben. Vollnarbenleder bezieht sich auf die verwendete Hautschicht, während pflanzliche Gerbung den Gerbprozess beschreibt. Vollnarbenleder kann entweder pflanzlich oder chromgegerbt sein. Obwohl hochwertiges pflanzlich gegerbtes Leder typischerweise aus hochwertigen Vollnarbenhäuten hergestellt wird, bedeutet „pflanzlich gegerbt“ nicht automatisch „Vollnarbenleder“.Frage 2: Ist pflanzlich gegerbtes Leder immer umweltfreundlicher als chromgegerbtes Leder?A: Pflanzliche Gerbstoffe sind tatsächlich natürlicher und biologisch abbaubarer als Chromsalze. Die ökologische Nachhaltigkeit sollte jedoch über den gesamten Produktlebenszyklus hinweg bewertet werden. Faktoren wie die Abwasserbehandlung in der Gerberei, der Schwermetallgehalt der Farbstoffe und die Zusammensetzung der Pflegeöle spielen dabei eine wichtige Rolle. Nach Möglichkeit sollte Leder von Gerbereien bezogen werden, die von der Leather Working Group (LWG) zertifiziert sind.Frage 3: Sind Taschen aus pflanzlich gegerbtem Leder wasserdicht?A: Pflanzlich gegerbtes Naturleder ist kaum wasserabweisend. Um die Wasserdichtigkeit zu verbessern, müssen nach der Gerbung Imprägniermittel oder Wachse aufgetragen werden. Dies beeinträchtigt jedoch die Atmungsaktivität und die natürliche Haptik des Leders und mindert dessen charakteristisches, unbehandeltes Aussehen. Für häufigen Einsatz bei Regenwetter ist chromgegerbtes Leder mit Schutzfinish in der Regel die bessere Wahl.Frage 4: Warum schwankt der Preis für pflanzlich gegerbtes Leder so stark?A: Der Preis für pflanzlich gegerbtes Leder hängt hauptsächlich von drei Faktoren ab:Die Qualität des Fells, einschließlich der Güteklasse des Fells, des Vorhandenseins von Narben und der verwendeten Fellfläche.Gerbverfahren und -dauer, z. B. traditionelle Grubengerbung versus beschleunigte Trommelgerbung.Herkunftsland oder -region.Pflanzlich gegerbtes Leder, das aus hochwertigen Häuten unter Anwendung der traditionellen, langzyklischen Grubengerbung hergestellt wird, ist deutlich teurer als Leder, das durch schnellere Gerbverfahren produziert wird, was zu spürbaren Preisunterschieden bei den Endprodukten führt.Frage 5: Woran erkennt man, ob Leder wirklich pflanzlich gegerbt ist?A: Echtes pflanzlich gegerbtes Leder lässt sich anhand der folgenden vier Methoden erkennen:Geruch: Echtes, pflanzlich gegerbtes Leder verströmt einen unverwechselbaren, erdigen Duft mit einer dezenten, natürlichen Süße. Chromgegerbtes Leder riecht oft chemisch oder ist kaum geruchswahrnehmbar.Schnittkante: Untersuchen Sie eine unfertige Kante. Pflanzlich gegerbtes Leder weist typischerweise im Querschnitt eine warme cremefarbene oder hellbraune Färbung auf. Chromgegerbtes Leder hat im Querschnitt meist einen bläulich-grauen Farbton – die charakteristische Farbe, die durch Chromsulfat entsteht.Reaktion mit Wasser: Ein kleiner Wassertropfen dunkelt die Oberfläche von pflanzlich gegerbtem Leder sofort nach, bevor sie beim Trocknen allmählich wieder aufhellt. Auf chromgegerbtem Leder perlt Wasser in der Regel ab.Haptik: Echtes pflanzlich gegerbtes Leder fühlt sich fest und strukturiert an und ist im Neuzustand relativ steif. Es muss erst eingetragen werden. Wenn sich ein als „pflanzlich gegerbtes Leder“ beworbenes Produkt direkt nach dem Auspacken übermäßig weich und labberig anfühlt, sollte es genauer untersucht werden.Frage 6: Wie sollte pflanzlich gegerbtes Leder gepflegt werden?A: Hier sind einige praktische Pflegetipps, damit Ihre pflanzlich gegerbten Lederprodukte lange schön bleiben. Hersteller werden gebeten, diese Empfehlungen in ihre Produktpflegehinweise aufzunehmen.Vermeiden Sie es, das Leder nass werden zu lassen, insbesondere im ersten Monat der Nutzung.Halten Sie das Leder von Wärmequellen fern und verwenden Sie niemals einen Haartrockner, um das Trocknen zu beschleunigen.Reinigen Sie es nicht mit synthetischen Bürsten – verwenden Sie ausschließlich Naturborstenbürsten.Bei häufigem Gebrauch des Lederprodukts sollte einmal wöchentlich ein spezielles Lederpflegeöl oder -produkt aufgetragen werden.Wachsen Sie das Leder regelmäßig, um seinen Zustand und sein Aussehen zu erhalten.AbschlussPflanzlich gegerbtes Leder ist kein industriell gefertigter Werkstoff, der ohne weitere Beachtung verwendet werden kann. Vielmehr gleicht es einem langfristigen Projekt, an dem Marke, Hersteller und Endverbraucher beteiligt sind. Seine Festigkeit, Farbveränderungen, sichtbare Gebrauchsspuren und die sich entwickelnde Patina sind zugleich seine Grenzen und seine größten Reize.Als OEM-Taschenhersteller mit mehr als 30 Jahren ErfahrungWir waren schon immer der Überzeugung, dass es keine allgemein „guten“ oder „schlechten“ Materialien gibt – nur solche, die für einen bestimmten Zweck am besten geeignet sind. Wenn Ihre Marke auf Schnelligkeit, Innovation und Standardisierung basiert, ist pflanzlich gegerbtes Leder möglicherweise nicht die ideale Wahl. Erzählt Ihre Marke hingegen eine Geschichte von Zeit, Handwerkskunst, Haptik und Verbundenheit, ist pflanzlich gegerbtes Leder womöglich der authentischste Geschichtenerzähler überhaupt. Autor
MEHR ANZEIGEN
Lederbeschaffung für maßgefertigte Lederhandtaschen ist weit mehr als eine bloße ästhetische Entscheidung. Sie bestimmt direkt Ihre Produktionskosten, Ihre Preisstrategie im Einzelhandel und Ihre gesamte Markenpositionierung. SYNBERRY hat über 30 Jahre Erfahrung in der OEM-Fertigung von kundenspezifischen Lederhandtaschen gesammelt und bedient Kunden, die von aufstrebenden Start-up-Marken bis hin zu etablierten Premium- und Luxusmarken reichen. Die meisten Einkaufspartner stellen immer wieder zwei Kernfragen: Welche Lederqualität passt zu ihrer Produktpalette und wie können Endverbraucher Ledertaschen richtig pflegen? Basierend auf unserer jahrzehntelangen Erfahrung in der Fertigung vor Ort erklärt dieser Leitfaden systematisch die Logik der Lederauswahl und das Wissen zur Pflege nach dem Kauf und hilft OEM-Käufern so, passendes Leder auszuwählen und häufige Pflegefehler zu vermeiden. Inhaltsverzeichnis:I. Zwei zentrale Perspektiven zum Verständnis von LederII. Passende Lederarten für verschiedene HandtaschenstileIII. Tägliche Pflegehinweise für LederhandtaschenIV. Vier wichtige Details, die Sie bei der Anforderung von Fabrikangeboten überprüfen solltenV. Häufig gestellte Fragen (FAQ)VI. Schlussfolgerung I. Zwei zentrale Perspektiven zum Verständnis von LederWir unterteilen Leder in zwei Hauptklassifizierungssysteme: die Kategorisierung nach natürlichen Hautschichten und die Kategorisierung nach Nachbehandlungsmethoden. Die Kombination dieser beiden Kriterien bestimmt gemeinsam die Lederqualität und das endgültige Erscheinungsbild der fertigen Handtaschen. 1. Klassifizierung nach der AusblendschichtVollnarbenlederTop-Grain-Leder wird aus der äußersten Narbenschicht der Tierhaut und einem Teil der darunterliegenden Faserschicht (Corium) hergestellt. Seine kompakte Faserstruktur sorgt für hervorragende Zugfestigkeit, Haltbarkeit, Flexibilität und Formstabilität und macht es zum Kernrohstoff für alle hochwertigen Lederwaren.Spaltleder Spaltleder bezeichnet die nach dem Spalten der obersten Narbenschicht verbleibende Faserschicht. Aufgrund seiner lockeren Faserstruktur ist es weniger robust, wenig haltbar und hat eine schwache natürliche Textur. Daher versehen Hersteller es üblicherweise mit einer PU- oder PVC-Beschichtung oder schleifen es mit Veloursleder-Finish, um Aussehen und Funktionalität zu verbessern. 2. Klassifizierung nach VerarbeitungsmethodeVollnarbenlederVollnarbenleder gilt als das hochwertigste Ledermaterial. Es behält die natürliche Narbenstruktur der Rohhaut nahezu vollständig und kommt ohne Schleifen oder Oberflächenkorrektur aus. Dadurch zeichnet es sich durch eine deutlich sichtbare Narbung, hervorragende Strapazierfähigkeit, optimale Atmungsaktivität und die Fähigkeit aus, mit der Zeit eine einzigartige Patina zu entwickeln. Jede Haut trägt individuelle natürliche Merkmale, wodurch jede fertige Tasche zu einem Unikat wird.Korrigiertes NarbenlederKorrigiertes Narbenleder wird hergestellt, indem das Oberleder leicht angeschliffen wird, um Oberflächenfehler zu entfernen, und anschließend ein gleichmäßiges künstliches Narbenmuster eingeprägt wird. Es zeichnet sich durch ein gleichmäßiges Oberflächenbild, zuverlässige Haltbarkeit und ein ausgewogenes Preis-Leistungs-Verhältnis aus, weshalb dieses Material bei den meisten Lederwaren der mittleren bis gehobenen Preisklasse, wie beispielsweise Aktentaschen, verwendet wird.Beschichtetes Spaltleder Beschichtetes Spaltleder wird hergestellt, indem eine dünne PU- oder PVC-Kunststofffolie auf Spaltleder aufgebracht und eine künstliche Narbung auf die Oberfläche geprägt wird. Es besteht im Wesentlichen aus Spaltleder und einer Kunststoffbeschichtung und stellt eine kostengünstige Option mit einheitlicher Optik dar. 3. Vergleich zwischen Top-Grain-Leder und VollnarbenlederViele Käufer verwechseln den logischen Zusammenhang zwischen Narbenleder und Vollnarbenleder; die folgende Tabelle verdeutlicht alle wesentlichen Unterschiede: VergleichsartikelVollnarbenlederVollnarbenlederDefinitionLeder, das aus der äußersten Narbenschicht der Tierhaut geschnitten wird.Premium-Unterkategorie von Vollnarbenleder, das seine natürliche Narbenoberfläche vollständig beibehältGehört zur obersten Fellschicht.✅ Ja✅ JaDie ursprüngliche natürliche Maserung beibehaltenNicht garantiert✅ Erhält die natürlichen Poren und die Maserung vollständig.OberflächenveredelungKann Schleifen, Ausbessern, Prägen oder dickes Beschichten umfassen.Minimale Verarbeitung; nur Färben und leichte SchutzausrüstungOptisches ErscheinungsbildGleichmäßige Textur, individuell anpassbare künstliche PrägemusterNatürliche Maserungsunterschiede; jedes Lederstück ist ein Unikat.HaltbarkeitGutAusgezeichnet, mit einer weitgehend intakten NaturfaserstrukturAtmungsaktivitätZiemlich gutVorgesetzterWeichheitSchwankt je nach Ausführungsart.Wird mit der Zeit weicher und entwickelt durch das Tragen eine natürliche Patina.LanglebigkeitHält bei regelmäßiger Pflege mehrere Jahre.Bleibt bei konsequenter Wartung jahrzehntelang funktionsfähig.PreisklasseMittleres bis gehobenes SegmentPremium-Segment mit höherem Stückpreis SYNBERRY Fertigungseinblicke:Wir empfehlen unseren Kunden, die sich weiterentwickeln, stets Vollnarbenleder. strukturierte LuxushandtaschenNatürliche Oberflächenvariationen sind keine Mängel, sondern charakteristische Merkmale, die jeder Tasche einen unersetzlichen, einzigartigen Wert verleihen. II. Passende Lederarten für verschiedene HandtaschenstileDie Auswahl des Leders darf nicht allein auf den Materialkosten basieren. Unterschiedliche Taschenformen und Nutzungsszenarien stellen unterschiedliche Anforderungen an das Leder. Daher fassen wir für Käufer folgende gezielte Auswahlregel zusammen: HandtaschenkategorieEmpfohlene LederqualitätKernvorteile des MatchingsLuxushandtaschen / Hochwertige Designer-Taschen für DamenVollnarbenlederEntwickelt mit der Zeit eine mehrschichtige Patina und steigert so den Produktwert.Business-Aktentaschen / Alltagstaschen für PendlerVollnarbenlederBehält eine stabile Silhouette bei, ist langlebig und kostengünstig.Lässige Umhängetaschen / Modische SilhouettenVollnarbenleder oder SpaltvelourslederGeschmeidige Haptik, vielfältiges Styling und flexibles GestaltungspotenzialFast-Fashion-Taschen / Werbegeschenke-HandtaschenSpaltlederNiedrige Produktionskosten bei gleichbleibender OberflächenbeschaffenheitReisetaschen / Große GepäckstückeVollnarben- oder dickes OberlederÄußerst abriebfest und entwickelt mit der Zeit einen Vintage-Charakter. III. Tägliche Pflegehinweise für LederhandtaschenEine standardisierte Kundenpflege kann die Lebensdauer einer Ledertasche erheblich verlängern. Gut gepflegte Lederwaren steigern die Kundenzufriedenheit und fördern die langfristige Markenbindung. Sie können die folgenden praktischen Hinweise auf Produktanhänger oder in individuellen Pflegebroschüren abdrucken. 1. Regelmäßige tägliche PflegegewohnheitenOberflächenstaub und leichten Schmutz regelmäßig mit einem weichen, trockenen Tuch abwischen.Wenn die Tasche nicht benutzt wird, stopfen Sie ihr Inneres mit säurefreiem Seidenpapier aus, um die ursprüngliche Form wiederherzustellen, und decken Sie die gesamte Tasche zur Aufbewahrung mit einem dafür vorgesehenen Staubbeutel ab.Lederwaren sollten stets vor direkter Sonneneinstrahlung, Wärmequellen und feuchter Umgebung geschützt werden. 2. Gezielte FleckenentfernungslösungenBei Wasserflecken überschüssige Feuchtigkeit sofort mit einem trockenen Tuch abtupfen und den Beutel zum natürlichen Lufttrocknen an einen kühlen, gut belüfteten Ort stellen; den Trocknungsprozess niemals mit Haartrocknern oder anderen Wärmequellen mit hoher Temperatur beschleunigen.Bei Ölflecken saugfähige Maisstärke gleichmäßig auf die betroffenen Stellen auftragen, über Nacht einwirken lassen, um das Fett aufzusaugen, und am nächsten Morgen die restliche Stärke vorsichtig abbürsten.Bei Produkten aus Spaltveloursleder sollten Sie zur Pflege ausschließlich professionelle Velourslederbürsten verwenden und direktes Schrubben mit Wasser unbedingt vermeiden. 3. Verbotene unzulässige OperationenDie Ledertasche darf nicht vollständig in Wasser gespült oder eingetaucht werden.Beschleunigen Sie den Trocknungsprozess nicht durch Haartrockner, Heizkörper oder andere Heizgeräte.Füllen Sie die Taschen nicht mit Zeitungspapier, da die Druckfarbe unter feuchten Bedingungen auf das Leder abfärbt und dauerhafte Flecken verursacht. IV. Vier wichtige Details, die Sie bei der Anforderung von Fabrikangeboten überprüfen solltenViele Einkäufer schreiben in Angebotsanfragen lediglich „Lederhandtaschen“, was zu wiederholten Musterüberarbeitungen und einem erheblichen Zeitaufwand für die Mustererstellung führt. Die eindeutige Bestätigung der folgenden vier Schlüsselinformationen kann die Effizienz der OEM-Kommunikation deutlich verbessern. 1. Klare LederqualitätGeben Sie das genaue Ledermaterial an, ohne vage allgemeine Beschreibungen wie Vollnarbenleder, Oberleder oder Spaltleder. 2. Definierte LederstärkeGeben Sie konkrete Dickenangaben wie 0,8 mm oder 1,0 mm an, da dieser Parameter die Festigkeit, die strukturelle Stabilität und die Haptik der Tasche direkt beeinflusst. 3. Standard-FarbreferenzBitte geben Sie offizielle Pantone-Farbcodes oder physische Farbmuster für den Farbabgleich an. Physische Farbmuster sind deutlich genauer als digitale Bilder, da Abweichungen in der Bildschirmdarstellung die häufigste Ursache für Nacharbeiten an Mustern sind. SYNBERRY Einblick:Unsere Musterabteilung kann innerhalb von 5 bis 7 Werktagen exklusive Farbmuster für Kunden anfertigen. 4. Bestätigte OberflächenbeschaffenheitBitte geben Sie die Oberflächenveredelung an: Welches Prägemuster ist gewünscht (z. B. Kieselstruktur, Kreuzstruktur)? Matte oder glänzende Oberfläche? V. Häufig gestellte Fragen (FAQ)Frage 1: Wie kann ich die Qualität von Ledermustern vor dem Start der Massenproduktion überprüfen?A: Sie müssen die Weichheit und Haptik des Leders manuell prüfen, die Dichte der inneren Faserschichten beobachten und die Haftfestigkeit der Oberflächenbeschichtung kontrollieren. Wir empfehlen, einen vollständigen Referenzmustersatz mit Lederproben, Farbmustern und passenden Metallbeschlägen zu erstellen und zu archivieren. Dieser dient als einheitlicher Prüfstandard für die Serienproduktion. Frage 2: Warum gibt es geringfügige Farbabweichungen zwischen Vorproduktionsmustern und Serienprodukten?A: Leder ist ein Naturprodukt, daher nehmen verschiedene Lederpartien die Farbe unterschiedlich auf; Schwankungen der Umgebungstemperatur und Luftfeuchtigkeit beeinflussen die Farbstoffaufnahme ebenfalls. SYNBERRY archiviert Standardfarbkarten für jede Produktionscharge und kontrolliert Farbabweichungen streng innerhalb handelsüblicher Grenzen. Frage 3: Welchen Qualifikationen sollte ich als Markeninhaber Priorität einräumen?A: Abgesehen von der Fabrikgröße und Produktionskapazität sollte der Fokus auf Folgendem liegen: Zertifizierung nach ISO 9001 für Qualitätsmanagementsysteme und BSCI-Audit zur Einhaltung sozialer StandardsDiese beiden Zertifizierungen belegen, dass das Werk internationale Standards in Bezug auf Qualitätskontrolle, Arbeitsschutz und Umweltauflagen erfüllt. Frage 4: Wie lange dauert die Mustererstellung für OEM-Lederhandtaschen normalerweise?A: Die Musterentwicklung dauert nach Designbestätigung 7 bis 14 Werktage; individuelle Prägungen oder komplexe Strukturdesigns verlängern den Zyklus geringfügig. Der internationale Musterversand benötigt zusätzlich 3 bis 5 Werktage, und die genaue Lieferzeit hängt von der Komplexität der Produktanpassung ab. Frage 5: Gibt es neben dem traditionellen Tierleder umweltfreundliche, innovative Alternativen?A: Ja. Zahlreiche etablierte Marken übernehmen diese Funktion. biobasierte Ledermaterialien Hergestellt aus Maisfasern, Kork und Ananasblattfasern. Diese nachhaltigen Materialien weisen eine geringere CO₂-Bilanz auf, entsprechen den Nachhaltigkeitstrends des europäischen und amerikanischen Marktes und schaffen einzigartige Alleinstellungsmerkmale für Marken. Frage 6: Wie behandelt man eine mit Regenwasser durchnässte Lederhandtasche?A: Tupfen Sie Oberflächenfeuchtigkeit sofort mit einem sauberen, weißen Baumwolltuch ab, anstatt stark zu reiben, da dies Wasserflecken tief in die Lederfasern drückt. Hängen oder legen Sie die Tasche flach an einen kühlen, gut belüfteten Ort, damit sie vollständig an der Luft trocknen kann. Verwenden Sie niemals Heißluftgebläse oder direkte Sonneneinstrahlung, um den Trocknungsprozess zu beschleunigen. Tragen Sie nach dem vollständigen Trocknen eine dünne Schicht Lederpflegecreme auf, um das Leder zu pflegen. Frage 7: Können kleinere Kratzer auf Lederoberflächen repariert werden?A: Leichte Kratzer lassen sich durch sanftes Massieren mit den Fingerspitzen glätten; die Reibungswärme aktiviert das natürliche Lederöl und kaschiert so oberflächliche Abnutzungsspuren. Tiefe Kratzer erfordern eine professionelle Lederauffrischungscreme zur gezielten Ausbesserung. Testen Sie die Reparaturpaste unbedingt an einer unauffälligen Stelle am Taschenboden, um die Farbübereinstimmung zu prüfen, bevor Sie die Vorderseite behandeln. Frage 8: Helle Ledertaschen bekommen leicht Flecken. Wie kann man das Abfärben verhindern und beheben?A: Vorbeugen ist besser als Heilen. Vermeiden Sie längeren Kontakt zwischen hellem Leder (weiß, beige, rosa) und dunklen Stoffen, insbesondere Denim, um ein Abfärben durch Reibung zu verhindern. Verwenden Sie täglich ein spezielles Anti-Abfärbe-Spray. Sollte es dennoch zu Abfärbungen kommen, wischen Sie die betroffenen Stellen sofort mit Lederreiniger und einem weichen Tuch in sanften, kreisenden Bewegungen ab. Falls sich die Flecken nicht vollständig entfernen lassen, wenden Sie sich an ein Fachgeschäft für Lederpflege. Frage 9: Wie häufig sollten Verbraucher ihre Lederhandtaschen pflegen?A: Die Pflegeintervalle hängen von der Nutzungshäufigkeit ab. Taschen, die täglich für den Arbeitsweg genutzt werden, benötigen alle zwei bis drei Monate eine gründliche Pflege, während Taschen, die nur gelegentlich verwendet werden, nur alle sechs Monate gepflegt werden müssen. Eine einfache Regel: Verschwinden leichte Fingerabdrücke nicht innerhalb weniger Sekunden nach dem Verreiben, fehlt dem Leder das natürliche Öl und es benötigt umgehend eine Pflegebehandlung. Regelmäßige Pflege kann die weiche Textur und den dezenten Glanz des Leders dauerhaft erhalten. VI. SchlussfolgerungDie Wahl des richtigen Leders ist eine strategische Geschäftsentscheidung. Das teuerste Material ist nicht immer für Ihre Marke geeignet, und die günstigste Option garantiert keine Wettbewerbsfähigkeit. Entscheidend ist, dass das Leder zu Ihrer Markenpositionierung, Ihren Zielgruppen und den Anwendungsszenarien Ihres Produkts passt. Die Wahl des richtigen Leders ist nur die halbe Miete für den Markenerfolg. Ebenso entscheidend ist es, Endkunden in der korrekten Lederpflege anzuleiten. Selbst Premiumleder wird nach Jahren der Vernachlässigung stumpf, trocken und rissig, während Leder der Einstiegsklasse bei konsequenter Pflege jahrzehntelang halten kann. Deshalb gehen wir oben so ausführlich auf systematische Pflegehinweise ein – der Ruf einer Marke basiert oft auf diesen kleinen, aber wichtigen Details im Kundenerlebnis. Mit über 30 Jahren Erfahrung in der OEM-Handtaschenherstellung bietet SYNBERRY Markenpartnern umfassende Lederlösungen. Diese beinhalten die professionelle Materialauswahl, die Entwicklung individueller Muster und eine stabile Serienproduktion mit ausgewogener Kosten- und Qualitätskontrolle. Wir entwerfen außerdem exklusive Pflegehinweise, bedruckte Anhänger und leicht verständliche Pflegeanleitungen, die auf jedes Taschenmodell zugeschnitten sind, damit Kunden direkt beim Kauf die richtigen Pflegemaßnahmen kennen. Falls Sie bereits fertige Produktkonzepte oder Designskizzen haben, senden Sie diese bitte an unser technisches Team. Wir bieten Ihnen innerhalb von ein bis zwei Werktagen eine kostenlose Lederpassformulierung und einen Kostenvoranschlag an. Kontakt SYNBERRY Kontaktieren Sie uns noch heute, um Ihr Projekt für Lederhandtaschen zu besprechen. Wir helfen Ihnen bei der Auswahl der idealen Ledermaterialien und geben Ihnen zuverlässige Pflegehinweise für Ihre Taschenkollektion. Autor
MEHR ANZEIGEN
Die Entwicklung von Rucksackrückenpaneelen ist ein systematischer Design- und Entwicklungsprozess, der sich auf die Struktur, die Materialien und das Belüftungssystem des Rückenpaneels konzentriert. Ziel ist es, ein optimales Gleichgewicht zwischen drei wesentlichen Leistungsfaktoren zu erreichen: Stabilität, ergonomische Passform und Atmungsaktivität.Ein Rucksack mag aus hochwertigen Materialien gefertigt sein, leichtgängige Reißverschlüsse haben und gut aussehen – doch wenn sich das Rückenteil warm anfühlt, steif ist oder am Rücken klebt, werden die meisten ihn wohl kein zweites Mal benutzen. Im Alltag ist das Rückenteil der erste Teil des Rucksacks, den man spürt. Es entscheidet darüber, ob sich der Rucksack leicht oder schwer, atmungsaktiv oder schweißtreibend, stützend oder belastend anfühlt. Deshalb werden manche Rucksäcke für ihren ganztägigen Tragekomfort gelobt, während andere schon nach 20 Minuten zu Schulter- und Rückenschmerzen führen.Die Entwicklung einer optimalen Rückenplatte ist alles andere als einfach. Eine auf stärkere Unterstützung ausgelegte Rückenplatte ist oft steifer und weniger atmungsaktiv. Wird hingegen die Belüftung priorisiert, kann dies die Stabilität beeinträchtigen und dazu führen, dass sich die Rückenplatte bei längerem Tragen verformt oder gar zusammenfällt. Nur durch die kontinuierliche Optimierung von Konstruktion, Materialkombinationen und Schichtaufbau können Hersteller eine Rückenplatte entwickeln, die ein ausgewogenes Tragegefühl bietet.Als OEM/ODM-Rucksackhersteller mit über 30 Jahren Erfahrung betrachten wir die Entwicklung von Rückenpaneelen seit jeher als einen der wichtigsten Aspekte der Rucksackentwicklung. Durch die kontinuierliche Optimierung unserer Lösungen hinsichtlich der drei Kernfunktionen – Stützkraft, Atmungsaktivität und ergonomische Passform – unterstützen wir Marken bei der Entwicklung von Rucksäcken, die nachweislichen Komfort, zuverlässige Leistung und durchweg positives Feedback von Nutzern bieten. InhaltsverzeichnisWas ist ein Rucksack-Rückenteil?Die drei technischen Kernaspekte der RückwandkonstruktionArten von RucksackrückenplattenstrukturenWie man Schaumstoffmaterialien für Rucksackrückenwände auswähltWie man Kontaktschichtmaterialien auswähltWie Luftkanäle die Leistung der Rückwand verbessernFallstudie: Typische Architekturen von RückwandsystemenVom Design zur Serienproduktion: Grundlagen der Qualitätskontrolle für RückwandsystemeDienstleistungen, die wir für OEM-Kunden anbietenHäufig gestellte Fragen (FAQ) 1. Was ist ein Rucksack-Rückenteil?Die Rückenplatte eines Rucksacks ist die tragende Schicht, die am Rücken des Trägers anliegt und sich zwischen dem Träger und dem Inhalt des Rucksacks befindet. Sie bestimmt, wie die Last auf dem Rücken verteilt wird, wie Wärme abgeleitet wird und wie stabil der Rucksack während der Bewegung bleibt.Ist die Rückenpartie schlecht konstruiert, können scharfe Kanten eines Laptops oder harte Buchecken unangenehm auf den Rücken drücken. Schnell können sich Hitze und Schweiß stauen, wodurch der Rücken heiß und unbequem wird, und die Schultergurte können einschneiden und den Tragekomfort beeinträchtigen. 2. Die drei technischen Kernaspekte der Rückwandkonstruktion 2.1 Unterstützung: Von konzentriertem Druck zu gleichmäßiger LastverteilungDer menschliche Rücken ist nicht flach. Die Wirbelsäule wölbt sich nach vorn, die Schulterblätter sind nach außen gewölbt und der untere Rücken ist nach innen gekrümmt. Unter Last kann jeder starre Gegenstand im Rucksack – wie beispielsweise die Ecke eines Laptops, der Einband eines Buches oder eine Powerbank – Druckstellen am Rücken des Trägers verursachen.Die wichtigste Aufgabe bei der Entwicklung eines Rucksackrückenpanels besteht darin, die punktuellen Druckpunkte durch die elastische Verformung der Schaumstoffschichten in einen gleichmäßig verteilten Flächendruck umzuwandeln. Dies verbessert den Tragekomfort deutlich, da die punktuelle Belastung des Rückens reduziert wird.Ein Schlüsselaspekt ist hierbei die Kompressionskurve des Schaumstoffs. Ein idealer Rückenpolsterschaum sollte bei leichter Belastung weich bleiben und sich angenehm an den Rücken des Benutzers anpassen, bei mittlerer Belastung allmählich fester werden, um strukturelle Unterstützung zu bieten, und auch bei schwerer Belastung ausreichend dick bleiben, ohne durchzudrücken.Um diese Leistungsfähigkeit zu erreichen, ist in der Regel eine mehrschichtige Schaumstoffkonstruktion erforderlich, anstatt nur ein einzelnes dickes Schaumstoffstück zu verwenden. Ein gängiger Ansatz in der Konstruktion besteht darin, eine äußere Schaumstoffschicht mit geringer Dichte für Weichheit und Komfort mit einer inneren Schaumstoffschicht hoher Dichte für strukturelle Unterstützung zu kombinieren. Dadurch bietet die Rückenlehne sowohl Dämpfung als auch Stabilität unter verschiedenen Belastungsbedingungen. 2.2 Ergonomische Passform: Das Geheimnis eines stabilen RucksacksDas zweite Konstruktionsziel einer Rucksackrückseite ist die Verhinderung von Verdrehungen und Zugkräften nach hinten. Beim Gehen, Drehen oder Treppensteigen erzeugt die Trägheit des Inhalts Bewegungen und Verlagerungskräfte. Ist die Rückenplatte zu weich, neigt der Rucksack dazu, nach hinten und unten durchzuhängen, wodurch die Schultergurte zusätzlich belastet werden und letztendlich Schulterermüdung entsteht.Eine gut konstruierte Rückenplatte muss ausreichend Stabilität in Längsrichtung aufweisen. Sie sollte in vertikaler Richtung weich und dämpfend bleiben, um Druck abzufangen, während sie in horizontaler Richtung formstabil bleibt und Verformungen widersteht. Diese Balance sorgt für einen stabilen Sitz des Rucksacks am Rücken, minimiert unerwünschte Bewegungen und erhöht den Tragekomfort. 2.3 Atmungsaktivität: Luftzirkulation ist mehr als nur ein paar Schlitze schneidenDer Rücken ist eine der wichtigsten Körperregionen zur Wärmeableitung. Wenn die Rückenplatte eines Rucksacks vollständig am Rücken des Trägers anliegt, entsteht ein … Mikroklima An der Kontaktfläche – wo die Temperatur steigt, die Luftfeuchtigkeit gesättigt ist und die Luftzirkulation zum Erliegen kommt – dient ein Luftstromkanal nicht nur dazu, die Rückwand moderner aussehen zu lassen, sondern einen kontinuierlichen Luftaustausch zu gewährleisten.Luftkanäle weisen jedoch eine kontraintuitive Eigenschaft auf: Die Tiefe ist wichtiger als die Breite. Flache Kanäle (2–3 mm) werden unter Last nahezu vollständig zusammengedrückt und verlieren dadurch ihre Belüftungsfunktion. Im Gegensatz dazu bleiben tiefere Kanäle (5–8 mm) in Kombination mit strukturierten, erhabenen Rippen auch unter hoher Last offen und gewährleisten so einen effektiven Luftstrom.Dies erklärt, warum sich viele Rucksäcke, die scheinbar über Belüftungskanäle verfügen, bei tatsächlichem Gebrauch dennoch heiß und verschwitzt anfühlen – die Luftkanäle haben aus technischer Sicht versagt.Wie lassen sich also diese drei technischen Ziele – Unterstützung, ergonomische Passform und Atmungsaktivität – in einem einzigen Rückenteil erreichen?In den folgenden Abschnitten werden wir die Kernelemente der Rückenplattenkonstruktion Schritt für Schritt erläutern und dabei auf strukturelle Designs, Materialauswahl und die Konstruktion von Luftkanälen eingehen, um Ihnen die technischen Details hinter der Entwicklung einer leistungsstarken Rucksack-Rückenplatte zu verdeutlichen. 3. Arten von RucksackrückenplattenstrukturenBasierend auf den drei oben genannten technischen Dimensionen lassen sich die auf dem Markt erhältlichen Rucksackrückenplatten im Allgemeinen in vier Strukturtypen einteilen:StrukturtypKernmerkmaleDruckmanagementWärme- und FeuchtigkeitsmanagementDynamische StabilitätTypische AnwendungenFlache, gepolsterte RückenplatteEinlagiger Schaumstoff mit StoffauskleidungBasicArmSchwachLeichte Rucksäcke, KinderrucksäckeGerillte Schaumstoff-RückwandGeformte oder geschnitzte LüftungskanäleGutMäßigMäßigAlltagsrucksäcke, SchultaschenRückwand mit zonierter UnterstützungMehrschichtiger Schaumstoff mit zonierter UnterstützungExzellentGutGutReiserucksäcke, Laptop-RucksäckeRückwand mit hängendem RahmenGespanntes Netz mit starrem RahmenGutExzellentExzellentOutdoor-Rucksäcke, WanderrucksäckeAuswahlempfehlungen: Teurer ist nicht immer besser – die richtige Wahl hängt vom Verwendungszweck ab.Leichte Rucksäcke und Kinderrucksäcke transportieren im Allgemeinen relativ leichte Lasten, daher ein flache, gepolsterte Rückenplatte Diese Konstruktion erfüllt die Leistungsanforderungen. Zudem trägt sie zur Kostenkontrolle in der Fertigung bei und vermeidet unnötige Bauteile, die das Gewicht des Rucksacks erhöhen würden.Alltagsrucksäcke und Schultaschen erfordern ein ausgewogenes Maß an Stützkraft und Atmungsaktivität. gerillte Schaumstoff-Rückwand bietet das beste Verhältnis zwischen Leistung und Kosten und ist damit die kostengünstigste Lösung für diese Anwendungen.Reise-Laptop-Rucksäcke Sie sind oft so konzipiert, dass sie ein oder zwei Laptops sowie andere Alltagsgegenstände transportieren können, was zu einer höheren Gesamtlast führt. zonierte Stützrückwand Durch den Schaumstoff mit unterschiedlichen Dichten passt er sich besser den natürlichen Konturen des Rückens des Benutzers an, verteilt den Druck gleichmäßiger und verbessert den Tragekomfort bei schwereren Lasten.Outdoor-Wanderrucksäcke sind typischerweise für das Tragen über lange Strecken ausgelegt und können oft Lasten von mehr als … tragen. 10 kg (22 Pfund)Diese Rucksäcke erfordern höchste Atmungsaktivität und dynamische Stabilität. Nur ein Rückwand mit abgehängtem Rahmen kann auch unter hoher Belastung einen offenen Belüftungskanal aufrechterhalten und gleichzeitig durch einen starren Innenrahmen das Gewicht effizient auf Hüfte und Taille verlagern, wodurch die Belastung von Schultern und Rücken deutlich reduziert wird. 4. Auswahl von Schaumstoffmaterialien für RucksackrückenwändeIm Bereich der Rückwandkonstruktion Bei der Materialauswahl geht es nicht um die Wahl eines einzelnen Materials, sondern um die Entwicklung eines mehrschichtigen Systems, in dem verschiedene Materialien zusammenwirken, um die gewünschte Leistung zu erzielen. Im Folgenden werden die wichtigsten Materialien moderner Rückwandsysteme aufgeführt. und ihren jeweiligen Ingenieursrollen. 4.1 EVA (Ethylen-Vinylacetat)Funktion: Strukturelle StützschichtEigenschaftenGeschlossenzellige Struktur, wasserabweisend, thermoformbar, ausgezeichnete Formbeständigkeit und schnelle Rückfederung.Wichtige ParameterDichte (35–60 kg/m³); Härte (Asker C 25–65)Technische ÜberlegungenBei einer Dichte unter 30 kg/m³ neigt das Material nach längerem Gebrauch eher zu übermäßiger, bleibender Druckverformung. Umgekehrt führt eine Dichte über 60 kg/m³ zu einer übermäßigen Steifigkeit des Schaumstoffs, wodurch seine Dämpfungseigenschaften deutlich reduziert werden. 4.2 PU-Schaum (Polyurethanschaum)FunktionKomfortpolsterungsschichtEigenschaftenOffenzellige Struktur, weich und elastisch, mit einer erstklassigen Haptik.Potenzielles RisikoMinderwertiger PU-Schaum hat einen hohen Druckverformungsrest, was bedeutet, dass er zu dauerhaften Verformungen neigt und bereits nach 2–3 Monaten regelmäßiger Nutzung merklich zusammenbrechen kann.Technische Überlegungen: PU-Schaum sollte mit einer strukturellen Stützschicht aus EVA kombiniert werden, um das optimale Gleichgewicht zwischen lasttragender Unterstützung und langfristigem Tragekomfort zu erreichen. 4.3 NeoprenFunktionHochwertige Komfortschicht / stoßdämpfende SchichtEigenschaften: Geschlossenzellige Struktur, wasserabweisend, weich und hochelastisch mit exzellenten Rückpralleigenschaften.Einschränkungen: Speichert naturgemäß Wärme, was bei Verwendung als flache Kontaktfläche zu schlechter Atmungsaktivität führt.Technische ÜberlegungenNeopren sollte stets mit Belüftungskanälen und atmungsaktivem Netzgewebe kombiniert werden. Es eignet sich am besten als Komfortschicht und weniger als strukturelle Stützschicht. 5. Auswahl der KontaktschichtmaterialienDie Schaumstoffschichten und die Luftkanalstruktur lösen die Probleme der Stützung und Belüftung. Die direkte Schnittstelle zwischen der Rückenplatte des Rucksacks und der Haut des Trägers – die Kontaktschicht—bestimmt, ob Schweiß schnell abtransportiert werden kann, ob die Reibung angenehm bleibt und ob das Material nach längerem Gebrauch Knötchenbildung oder Verformungen entwickelt.Die Wahl der falschen Kontaktschicht kann alle in den vorangegangenen Phasen geleisteten Entwicklungsarbeiten zunichtemachen.MaterialartKernmerkmaleEmpfohlenes Gewicht / DickeGeeignete Anwendungsbereiche3D-Abstandsgewebe (Sandwich-Netzgewebe)Zwei Lagen Netzgewebe, die durch vertikale Monofilamentstrukturen verbunden sind, sorgen für Feuchtigkeitstransport, Schweißregulierung, Stoßdämpfung und Atmungsaktivität.250–700 g/m², Dicke: 2–8 mmDie bevorzugte universelle Wahl, die mehr als 90 % der Rucksackkategorien abdeckt.Vogelaugengewebe / KettengewirkLeicht, atmungsaktiv und kostengünstig120–180 g/m²Leichte, lässige Rucksäcke und Taschen, die für den kurzfristigen Sommereinsatz konzipiert sindDas gleiche Material wie der Hauptteil des RucksacksSchafft einen einheitlichen visuellen Stil und wahrt die MarkenidentitätBasierend auf den Spezifikationen des RucksackkörperstoffsModisch orientierte Rucksäcke und Designs, die die ästhetische Gesamtintegration betonen. Praktische Empfehlungen:Bei funktionalen Rucksäcken sollte 3D-Abstandsgewebe Priorität haben. (mit einem Gewicht von ≥350 g/m²Netzgewebe in diesem Gewichtsbereich gewährleisten ausreichend dreidimensionalen Raum und verhindern, dass die Rückenplatte unter Belastung direkt gegen den Rücken des Trägers drückt. Dadurch wird sichergestellt, dass Feuchtigkeitsmanagement und Dämpfungseigenschaften den Anforderungen des täglichen, längeren Tragens gerecht werden.Für leichte FreizeitrucksäckeVogelaugengewebe ist eine geeignete Wahl. Es bietet ausreichende Atmungsaktivität und trägt gleichzeitig dazu bei, sowohl die Herstellungskosten als auch das Gesamtgewicht des Rucksacks zu reduzieren.Für modische Rucksäcke, die Wert auf einen einheitlichen Gesamtstil legen.Das Hauptmaterial kann direkt als Kontaktschicht verwendet werden. In diesem Fall empfiehlt es sich, atmungsaktive Stoffe zu wählen, um den Tragekomfort nicht zu stark zu beeinträchtigen. 6. Wie Luftkanäle die Leistung der Rückwand verbessern 6.1 Was sind Belüftungskanäle in der Rückenplatte eines Rucksacks?Die Belüftungskanäle sind keine dekorativen Rillen. Es handelt sich um sorgfältig konstruierte Luftstromwege, die die Schweißbildung reduzieren, die Hauttemperatur senken und die Luftzirkulation auch bei schwerer Beladung des Rucksacks aufrechterhalten sollen.Es gibt zwei Arten von Luftstrommechanismen:Passive Luftzirkulation: Entsteht durch Gehbewegungen und natürliche Körperwärmekonvektion.DruckentlastungsluftstromBei Laständerungen wird Druckluft durch die Kanäle nach außen gedrückt und strömt beim Druckabfall wieder in das System ein. 6.2 Grundlegende LuftstromkanalstrukturenKanaltypBeschreibungLeistungsniveauVertikale NutenGerade vertikale LuftkanäleGutHorizontale NutenSeitliche LuftströmungswegeMäßigWirbelsäulenentlastungskanalZentraler Spalt zur Druckentlastung entlang der Wirbelsäule.Sehr gutMehrzonen-RippenstrukturErhöhte Schaumstoffrippen kombiniert mit offenen BelüftungsschlitzenExzellentFür die meisten kommerziellen OEM-Projekte, ein Entlastungskanal für die Wirbelsäule kombiniert mit seitlichen Luftkanälen kann eine hohe Leistung erbringen, ohne übermäßige Herstellungskosten zu verursachen. 6.3 Der „kritische Punkt“ der LuftkanaltiefeLuftkanäle sind nicht generell besser, wenn sie tiefer sind. Sie müssen eine bestimmte kritische Tiefe überschreiten, um ihre Belüftungsfunktion unter Last aufrechtzuerhalten. Basierend auf Lasttestdaten:LastbereichMinimale effektive LuftkanaltiefeEmpfohlene Luftkanaltiefe3–5 kg3 mm4–5 mm5–8 kg4 mm5–6 mm8–12 kg5 mm6–8 mm12 kg+6 mm8–12 mm 7. Fallstudie: Geschichteter Aufbau eines Rucksack-RückenteilsystemsDie Rückenplatte eines speziell entwickelten Rucksacks besteht nicht aus einem einzigen Materialstück, sondern aus mehreren Schichten, in denen verschiedene Komponenten zusammenwirken. Nachfolgend ist der typische Schichtaufbau eines Reiserucksacks dargestellt:Schicht 1 (Hautkontaktschicht):3D-Abstandsgewebe, 5 mm Dicke, 450 g/m²↓ Funktion:Feuchtigkeitstransport, verringerte Hautreibung und Aufrechterhaltung offener Luftkanäle.Schicht 2 (Komfortschicht):3 mm PU-Schaum, Dichte: 30 kg/m³↓ Funktion:Bietet ein weiches Tastgefühl und verteilt den Druck lokal.Schicht 3 (Luftströmungsstrukturschicht):8 mm EVA, Dichte: 45 kg/m³, mit geformten, erhabenen Rippen und Belüftungskanälen↓ Funktion:Schafft Luftstromwege und bietet die primäre strukturelle Unterstützung.Schicht 4 (Grundschicht der Rückseite):Futterstoff oder Verbundmaterial↓ Funktion:Schützt die Schaumstoffschichten und sorgt durch die Nahtkonstruktion für eine stabile Verbindung mit dem Hauptteil des Rucksacks.Erfahrungsaustausch in der Fertigung:Mehrschichtige Konstruktionen sind nicht einfach nur das nacheinander Verkleben verschiedener Materialien. Der Laminierungsprozess zwischen den einzelnen Schichten beeinflusst das Tragegefühl unmittelbar.Bei Rückenpolstern mit mehrzoniger Unterstützung muss die Positionierung und Ausrichtung der Schaumstoffkomponenten unterschiedlicher Dichte im Vorfeld sorgfältig kontrolliert werden. Dies beugt Verschiebungen und Verformungen nach dem Formen vor und gewährleistet, dass jede Stützzone exakt den verschiedenen Druckverteilungsbereichen des menschlichen Rückens entspricht. 8. Vom Design zur Serienproduktion: Grundlagen der Qualitätskontrolle für Rückwandsysteme 8.1 Phase der Musterfreigabe vor ProduktionsbeginnPrüfung der Schaumdichte:Prüfen Sie, ob die Härte und Dicke des Schaumstoffs innerhalb von ±5 % der vorgegebenen Zielwerte liegen, um die Übereinstimmung mit den Konstruktionsanforderungen sicherzustellen.Messung der Luftkanaltiefe:Prüfen Sie die Luftkanaltiefe im unbelasteten Zustand, um die Formgleichmäßigkeit sicherzustellen. Führen Sie anschließend eine Belastungsprüfung durch, um die effektive Arbeitstiefe unter Druck zu messen und sicherzustellen, dass die Kanäle die erforderliche Mindesteffektivtiefe gemäß den Leistungsstandards beibehalten.Gesamttragetest:In der Musterfreigabephase sollten Rucksäcke von Nutzern mit unterschiedlichen Körperformen und realistischer Beladung getestet werden. Ziel ist es, alltägliche Nutzungsszenarien zu simulieren und potenzielle Probleme wie punktuelle Druckstellen, konzentrierten Tragekomfort oder eine unzureichende Passform zu identifizieren.Sollten Komfort- oder Leistungsprobleme auftreten, sind umgehend Anpassungen an der Schaumstoffdichteverteilung oder der Konstruktion vorzunehmen. Erst wenn das freigegebene Muster die Konstruktionsanforderungen vollständig erfüllt, darf das Produkt in Serienproduktion gehen. 8.2 MassenproduktionsphaseWährend der Serienproduktion müssen alle Parameter, die während der Vorproduktionsmusterfreigabephase bestätigt wurden, strikt eingehalten werden. Zur Sicherstellung einer gleichbleibenden Qualität werden Chargenkontrollen durchgeführt.Zuerst erfolgt die Wareneingangskontrolle.Bei jeder eingehenden Charge Schaumstoffmaterialien müssen Härte und Dicke geprüft werden, um eine gleichbleibende Qualität zu gewährleisten. Dadurch werden Qualitätsschwankungen in der Serienproduktion aufgrund von Unterschieden zwischen den Materialchargen vermieden. Die Materialien der Kontaktschicht sollten zudem stichprobenartig auf Gewicht und Dicke geprüft werden, um sicherzustellen, dass sie die geforderten Spezifikationen erfüllen.Zweitens erfolgt die Inspektion während des Formgebungsprozesses.Die Hersteller sind verpflichtet, während der gesamten Produktion vollständige Prozessinspektionen durchzuführen, um sicherzustellen, dass jeder Fertigungsschritt den festgelegten Prozessanforderungen entspricht.Zum Schluss erfolgt die Endkontrolle und Probenahme des fertigen Produkts.Gemäß dem AQL-Standard 1.5/4.0 werden Stichproben aus fertig genähten Rucksäcken nach dem Zufallsprinzip für eine Sicht- und Funktionsprüfung ausgewählt, einschließlich:Gesamte Planheit der RückwandGleichmäßigkeit der LuftstromkanaltiefeHaftfestigkeit zwischen den verschiedenen Schichten, einschließlich der Frage, ob Probleme wie Delamination, Haftungsversagen oder Schichtverschiebungen vorliegenDarüber hinaus sollten an ausgewählten Mustern Belastungsversuche durchgeführt werden, um sicherzustellen, dass die Rückwand unter Langzeitbelastung keine signifikanten Einstürze, Leistungseinbußen oder andere strukturelle Mängel aufweist. Dies trägt dazu bei, dass fehlerhafte Produkte nicht in den Markt gelangen. 8.3 Empfohlene Parameter-Checkliste für OEM-BestellungenParameterkategorieSpezielle ArtikelSchaumstoffspezifikationenMaterialart, Dicke, Dichte, Härte, FarbeLuftkanalspezifikationenLayoutmuster, Tiefe, Breite, Abstand der erhabenen Rippen, FormgebungsverfahrenMaschenspezifikationenDicke, Gewicht (g/m²), Faserzusammensetzung, Farbe, ob eine Anti-Pilling-Behandlung angewendet wurdeLaminierungsprozessVerbindungsmethode, Klebstoffart 9. Dienstleistungen, die wir für OEM-Kunden anbietenSYNBERRY ist spezialisiert auf die systematische Forschung und Entwicklung von Rückenplatten für Rucksäcke. Dank unserer über 30-jährigen Erfahrung in der Rucksackherstellung bieten wir Markenherstellern mit unterschiedlichen Positionierungen und Anwendungsbereichen umfassende technische Unterstützung während des gesamten Entwicklungsprozesses.Entwicklung mit niedriger Mindestbestellmenge (normalerweise ab 300–500 Stück, abhängig von der Komplexität des Rucksackdesigns)Kostenlose Beratung zur TragwerksplanungAuswahl der Schaumstoffdichte nach KundenwunschEntwicklung von LuftkanalformenSchnelle Probenahme (in der Regel 7–15 Tage)Vergleichsmuster mit unterschiedlichen KomfortniveausKonsistenzkontrolle in der MassenproduktionFalls Sie individuelle Wünsche bezüglich der Rückenpartie Ihres Rucksacks haben, zögern Sie bitte nicht, uns zu kontaktieren. Kontaktieren Sie uns Sie können uns jederzeit kontaktieren, um die Details Ihres konkreten Projekts zu besprechen. Häufig gestellte FragenFrage 1: Führt eine dickere Schaumstoffpolsterung der Rückenpartie immer zu höherem Komfort?A: Nicht unbedingt. Zu dicker Schaumstoff kann das Gewicht und das Volumen des Rucksacks erhöhen, und wenn die Schaumstoffdichte nicht optimal abgestimmt ist, kann dickerer Schaumstoff sogar eher zum Zusammenfallen neigen. Entscheidend ist die abgestimmte Gestaltung von Schaumstoffdicke, -dichte und Belüftungskanälen. Frage 2: Warum fühlt sich das Testmodell beim Tragen angenehm an, die in Serie gefertigten Rucksäcke hingegen sind zu steif?A: Die häufigsten Ursachen sind Schwankungen in der Schaumstoffhärte oder Unregelmäßigkeiten im Laminierprozess. Es ist wichtig, sicherzustellen, dass die Schaumstoffhärte innerhalb des vorgegebenen Toleranzbereichs bleibt und während der Freigabephase der Vorserienmuster Druckprüfungen durchzuführen. Frage 3: Sind Neopren-Rückenpaneele für den Sommereinsatz geeignet?A: Reine, flache Neopren-Rückenplatten sind für den Sommer nicht ideal, da Neopren naturgemäß Wärme speichert. In Kombination mit einer EVA-Stützschicht, atmungsaktiven Luftkanälen und 3D-Mesh können Neopren-Rückenplatten jedoch auch bei sommerlichen Bedingungen für ein angenehmes Tragegefühl sorgen. Frage 4: Wie tief müssen die Luftkanäle sein, um effektiv zu funktionieren?A: Für Rucksäcke für den täglichen Gebrauch (5–8 kg Zuladung) wird eine Tiefe von 5–6 mm empfohlen. Für Reiserucksäcke (8–12 kg Zuladung) werden 6–8 mm empfohlen. Für Outdoor-Rucksäcke (ab 12 kg Zuladung) werden 8–12 mm empfohlen.Die wichtigste Voraussetzung ist, dass nach der Belastungsprüfung die verbleibende effektive Luftkanaltiefe nicht weniger als 70 % der ursprünglichen Tiefe betragen darf. Frage 5: Wie sollte das GSM des 3D-Netzes ausgewählt werden?A:Schulrucksäcke: 250–350 g/m²Reiserucksäcke: 350–500 g/m²Outdoor-/Sportrucksäcke: 500–700 g/m²Ein Netzmaterial mit unzureichendem Gewicht kann sich mit der Zeit dehnen und verformen, wodurch die Luftkanäle bei längerem Gebrauch an Wirksamkeit verlieren. Frage 6: In welchem Maße beeinflusst die Gestaltung der Rückenplatte die Gesamtkosten des Rucksacks?A: Das wirkt sich natürlich auf die Kosten aus. Durch die Optimierung der Luftkanaltiefe und der Konstruktion anstatt durch eine einfache Erhöhung der Materialstärke können Hersteller jedoch deutliche Verbesserungen des Tragekomforts erzielen und gleichzeitig die Kosten im Rahmen halten. Autor
MEHR ANZEIGENBitte lesen Sie weiter, bleiben Sie auf dem Laufenden, abonnieren Sie uns und wir heißen Sie herzlich willkommen, uns Ihre Meinung mitzuteilen.




Copyright
@2024 Synberry Bag & Package Products Co.,Ltd Alle Rechte vorbehalten
.
 NETZWERK UNTERSTÜTZT
NETZWERK UNTERSTÜTZT
Sitemap / Blog / Xml / Datenschutzrichtlinie























