




Synberry ist nach BSCI, WRAP, SCAN, GRS und ISO zertifiziert und gewährleistet so höchste Qualität und nachhaltige Produktionsstandards.
Unser professioneller Produktanpassungsservice setzt Ihre Idee in die Realität um und sorgt für ein nahtloses Erlebnis vom Konzept bis zur Produktpräsentation im Verkaufsregal


Mit Fabriken in China und Kambodscha haben Sie die Flexibilität, den Produktionsstandort auszuwählen, der je nach Ihrer spezifischen Situation die vorteilhaftesten Tarifvorteile bietet.
Was hat Synberry zur Wahl zweier Generationen gemacht? Mit klar definierten Qualitätsgrundsätzen, gut geführter Dokumentation und Aufzeichnungen und vor allem einer eingehenden Prozessanalyse und -prüfung sind wir in der Lage, eine gleichbleibend hohe Qualität sicherzustellen.


Table of Contents Ⅰ. Why Choosing the Right Leather Matters to Brand Success Ⅱ. Understanding the Physical Properties of Genuine Leather Ⅲ. The Brand-Matching Framework Ⅳ. Supply Chain Risk Management Ⅴ. How to Ensure Your OEM Factory Executes Your Leather Selection Correctly Ⅵ. FAQ Ⅶ. Conclusion Ⅰ. Why Choosing the Right Leather Matters to Brand Success For a leather goods brand, genuine leather is far more than a raw material used to make handbags. It is a core medium through which a brand establishes its identity, communicates product quality, and enhances the overall customer experience. In practice, some emerging brands and purchasing teams fall into a common trap: selecting leather based solely on price or current trends while overlooking whether the material is truly compatible with the brand’s positioning. This mismatch can lead to a series of downstream challenges, such as premature wear, color transfer, or deformation after a new product launches; increased customer complaints caused by inconsistent color within the same production batch; inflated costs resulting from the indiscriminate use of premium leather that cannot be reflected in the final retail price; or even damage to the brand’s reputation caused by low-quality materials. The hand feel, structural integrity, durability, and maintenance requirements of a handbag are all heavily influenced by the choice of leather. Selecting the right material not only helps bring the original design concept to life but also creates a healthier cost structure and enables brands to manage potential after-sales risks proactively. This guide is designed for brand product managers, sourcing teams, and product development professionals. Its goal is to establish a practical, end-to-end framework for genuine leather selection, helping decision-makers move beyond experience-based purchasing and develop a more systematic and standardized sourcing methodology. Ⅱ. Understanding the Physical Properties of Genuine Leather Genuine leather is made from animal hides and features a naturally developed fiber structure. Different tanning processes, hide sources, and layers of the hide result in significantly different physical properties. A thorough understanding of these fundamentals is the foundation of informed and scientific leather sourcing decisions. 2.1 Leather Classification: Full-Grain Leather and Split Leather 2.1.1 Full-Grain Leather Full-grain leather comes from the outermost layer of the hide and retains the complete natural grain and tightly interwoven fiber structure. Advantages: It offers excellent tensile strength, superior breathability, rich natural grain characteristics, a premium appearance and feel, and outstanding durability. Disadvantages: High-quality hides are relatively scarce and therefore more expensive. Unless the leather undergoes significant surface correction, it may retain natural marks from the animal's life, such as scars and growth marks. 2.1.2 Split Leather Split leather is made from the fibrous layer beneath the grain layer after the natural grain layer has been removed. Depending on the finishing process, it is mainly divided into two categories: Suede and Bicast Leather. Suede: Suede is produced by sanding and raising the fibers of split leather without applying a PU or PVC film coating. It has a naturally soft, napped surface and a distinctive suede-like hand feel. It is commonly used as a handbag lining and can also be used for exterior designs with a casual or vintage aesthetic. Bicast Leather: Bicast leather is made by applying a PU or PVC film coating to the surface of split leather to simulate the appearance of natural grain. It has a relatively uniform appearance and good abrasion resistance but offers lower breathability. It is often used for exterior surfaces of products where strict cost control is required. Key Characteristics: Both types of split leather generally have lower flex resistance than full-grain leather. With bicast leather in particular, repeated bending and long-term use may eventually cause the surface coating to crack or peel. Applications: Suede is commonly used for handbag linings or exterior designs with a casual or vintage aesthetic, while bicast leather is more commonly used as an exterior material for cost-sensitive products. 2.2 Key Physical Properties to Evaluate When Sourcing Leather 2.2.1 Tensile Strength and Structural Support Strength: Leather with a dense fiber structure offers strong tensile strength and good structural support, making it suitable for structured handbags. Softness and Structural Support: Soft leather, such as sheepskin, has a relatively loose fiber structure and limited structural support. It is more suitable for soft, slouchy, or draped handbag designs. Structural Stability: When selecting leather, the intended bag structure should always be considered. Soft leather may easily lose its shape when used for structured designs, while excessively firm leather may be unsuitable for soft, naturally draped styles. 2.2.2 Abrasion and Scratch Resistance High Abrasion Resistance: Corrected-grain leather and embossed leather, such as pebbled leather, typically have relatively substantial surface coatings and strong abrasion resistance. They are suitable for handbags intended for frequent everyday use. Character-Driven Materials: Waxed leather is prone to developing visible marks during use. However, minor scratches can often be blended or reduced by gently rubbing the surface with body heat. It is therefore not recommended for consumers who expect a flawless, scratch-free appearance. 2.2.3 Colorfastness Colorfastness should be evaluated through both dry and wet crocking tests, with reference to relevant standards such as ISO 11640 or GB/T 39366. Warning: Dark-colored leather and washed-effect leather are more likely to present colorfastness risks. If wet-rub colorfastness does not meet the required standard, typically below Grade 3–4, depending on the applicable requirements, the leather may easily transfer color onto light-colored clothing. 2.2.4 Water Absorption and Environmental Stability Vegetable-Tanned Leather: Vegetable-tanned leather is susceptible to developing permanent water spots when exposed to moisture. Environmental Stability: Certain spray finishes may become brittle, crack, or deteriorate under extreme temperature fluctuations. Sourcing Recommendation: For orders intended for humid or high-temperature markets, brands should consider conducting water-resistance testing as well as high- and low-temperature testing where appropriate. 2.2.5 Tear Strength For thin and supple leathers, such as goatskin, special attention should be paid to tear strength at high-stress areas, including strap attachment points, handle bases, and hardware openings. Ⅲ. The Brand-Matching Framework The most suitable leather can be identified by evaluating four key dimensions. 3.1 Brand Price Positioning High-End Designer Brands / Luxury Lines: Prioritize full-grain cowhide and goatskin. Preserve the natural grain and texture, minimize heavy surface coatings, and emphasize authenticity, natural beauty, and material scarcity. Mid-Range Sustainable Luxury Brands: Consider environmentally responsible top-grain leather, such as vegetable-tanned leather, to balance premium quality with scalable supply while strengthening the brand’s sustainability narrative. Mass-Market Fashion Leather Goods: High-quality film-coated split leather can be selectively used to control costs while maintaining a consistent appearance. 3.2 Target Consumer and Usage Scenario Business and Commuting Consumers Who Prioritize Durability: Embossed cowhide, such as pebbled or cross-grain leather, and corrected-grain cowhide are recommended. Their stable surface coatings provide strong scratch resistance and require relatively little maintenance. Character-Driven Materials: Waxed leather tends to show marks easily and is better suited to consumers who appreciate the natural character of leather. Younger, Fashion-Conscious Consumers Who Prioritize Aesthetics: Soft, supple leathers with rich color options are often a better fit. Nappa leather and lightly tumbled leather can create a naturally relaxed and contemporary appearance. Outdoor and Vintage-Style Enthusiasts: Vegetable-tanned leather is an excellent choice. Its color gradually deepens and develops a unique patina with use, allowing each product to acquire distinctive signs of aging over time. 3.3 Product Structure Structured Bags Such as Briefcases and Totes: These require firm cowhide with a dense fiber structure and high tensile strength, such as vegetable-tanned leather, sometimes referred to as firm tooling leather. Soft Cloud Bags and Shoulder Bags: These are better suited to leathers with a relatively loose fiber structure and a soft, supple hand feel, such as sheepskin or soft Nappa leather. Core Principle: The construction of a handbag directly limits the range of leather that can be used. Soft leather cannot naturally support a rigid silhouette without additional reinforcement, while overly firm leather is unlikely to produce soft, natural folds and draping. 3.4 Brand Core Value Proposition Brands Built Around Sustainability and Natural Materials: Avoid heavily finished or heavily coated leather whenever possible. Prioritize drum-dyed, aniline, semi-aniline, or lightly finished vegetable-tanned leather, as well as leather sourced from tanneries with recognized environmental certifications such as LWG certification. Brands Focused on Minimalist Durability: Prioritize structurally stable, high-performance full-grain cowhide and reduce the use of delicate materials that may lead to avoidable after-sales complaints. Practical Recommendation: Build an internal leather database for your brand. Before developing each new product, evaluate and score candidate leathers against the four dimensions above. This approach can significantly reduce unnecessary sampling and development costs. Ⅳ. Supply Chain Risk Management Unlike synthetic leather, which can be manufactured with highly consistent industrial processes, genuine leather is made from animal hides and naturally varies from one piece to another. This inherent variability is one of the most significant—and frequently overlooked—sources of risk in leather sourcing. 4.1 Two Major Natural Challenges and How to Manage Them 4.1.1 Batch-to-Batch and Texture Variation: The Consistency Risk: Every hide is unique due to factors such as the animal’s living environment, climate, season, and natural growth patterns. Even when the same factory produces the same leather article, 100% replication from one production batch to another is impossible. Recommended Solution: Establish a strict limit sample system before mass production. Approve and seal a reference sample that clearly defines acceptable ranges for color variation, grain differences, natural marks, and other visual characteristics. Additional Recommendation: Reserve a certain quantity of additional leather during bulk production to allow for selective cutting and quality control. 4.1.2 Environmental and Regulatory Compliance Risks: Environmental and regulatory requirements for leather goods continue to become more stringent worldwide. Key areas of concern include heavy metals, restricted azo dyes, volatile organic compounds (VOCs), and animal-origin traceability requirements. Recommended Approach: For products intended for European and U.S. markets, leather compliance should be verified before placing production orders. Materials must meet applicable regulatory requirements, including the relevant provisions of the EU REACH framework where applicable. 4.2 Practical Recommendations for Brands Core Leather Materials: Select mature, proven leather types with stable production capacity to protect lead times and ensure consistent quality. Specialty or Niche Materials: Brands should be prepared to accept a certain degree of natural imperfection. These characteristics should be clearly communicated to customers before purchase so that expectations are properly managed. Retained Samples: Keep retained samples from every bulk production batch of leather. Traceability: In the event of a quality dispute, retained samples provide critical evidence for traceability and serve as an important safeguard for protecting the brand’s reputation. Ⅴ. How to Ensure Your OEM Factory Executes Your Leather Selection Correctly Once the leather direction has been determined, the OEM factory will take responsibility for sampling, process optimization, and mass production. Whether the selected leather can be successfully translated into the final product depends largely on whether the brand takes four key steps at the beginning of the development process. 5.1 Involve the OEM Factory in the Evaluation Process Early At the early sampling stage, ask the OEM factory to evaluate the selected leather from three perspectives: Manufacturing Complexity: Evaluate whether the selected leather is suitable for the required construction and manufacturing techniques. Material Yield and Cutting Loss: Assess how much usable material can be obtained from each hide and how natural defects may affect cutting efficiency. Special Processing Requirements: Identify whether the leather requires specific cutting, skiving, edge-painting, stitching, or finishing processes. Key Benefit: Early evaluation helps identify potential issues before production begins, reduce implementation risks, and minimize costly modifications later in the development cycle. 5.2 Translate Quality Requirements into Quantifiable Standards Avoid relying solely on descriptions such as “soft hand feel” or “color close to the reference sample.” Whenever possible, provide measurable specifications, including: Acceptable Thickness Tolerance Permissible Color Difference Maximum Size of Allowable Defects Acceptable Defect Frequency and Distribution Supply Chain Alignment: The OEM factory should communicate these requirements directly to the leather supplier to ensure consistency throughout the supply chain. 5.3 Leverage the Factory’s Supply Chain Resources Established OEM manufacturers often maintain long-term relationships with major tanneries and leather suppliers. Competitive Pricing: They can help brands negotiate more competitive pricing. Production Capacity: They can help secure production capacity and prioritize material allocation. Material Testing: They can coordinate leather testing and manage batch-level quality control. Risk Reduction: This can significantly reduce the communication burden and quality risks associated with brands working directly with upstream suppliers. 5.4 Allow Sufficient Development Time and Avoid Compressing the Timeline Development Process: The development process should progress gradually from the initial prototype and confirmation sample to the pre-production sample and finally to mass production. Testing and Adjustment: Adequate time should be reserved for leather testing, process adjustments, and production validation. Risk Control: Allowing sufficient development time is one of the most effective ways to reduce mass-production risks. Ⅵ. FAQ We have summarized seven of the most common questions brands ask when sourcing genuine leather to help you make more informed decisions. Q1: Does Natural Leather with Scars or Uneven Grain Mean It Is Poor Quality? A: Not necessarily. These are natural characteristics of genuine leather rather than defects. The Objective Reality: High-quality full-grain leather cannot be perfectly flawless in the same way as synthetic leather. Natural marks such as neck wrinkles and growth marks are normal characteristics of premium full-grain leather and can actually serve as evidence of its authenticity. Quality Assessment: A natural mark should generally only be considered unacceptable when it is concentrated in a highly visible area of the handbag and materially affects the overall appearance. Our Recommendation: Before production, brands should establish a clearly approved limit sample with the factory, defining acceptable locations, sizes, and types of natural marks. This helps prevent disputes during bulk production. Q2: Is Vegetable-Tanned Leather Suitable for Large-Scale Production of Fashion Handbags? A: It requires careful consideration and is generally better suited to niche, vintage-inspired product lines. Advantages: It offers an unmistakable natural appearance, distinctive character, and an authentic patina that cannot easily be replicated by other leather types. Disadvantages: Its physical properties are more sensitive to environmental conditions. It can develop water marks, change color with prolonged exposure to light, require more controlled processing conditions, and show unavoidable batch-to-batch color variation. Recommended Applications: It is particularly suitable for niche vintage collections and products emphasizing craftsmanship and a handmade aesthetic. Production Consideration: For fast-moving fashion products that require high-volume production and extremely consistent appearance, brands should use vegetable-tanned leather with caution or consider semi-vegetable-tanned or chrome-tanned alternatives. Q3: What Tests Are Required When Sourcing Leather for Orders Exported to Europe and the United States? A: Regulatory compliance is the baseline requirement for entering international markets. Basic Testing Typically Includes: Azo dyes, heavy metal content, formaldehyde, and VOCs (volatile organic compounds). Additional Requirements: Some countries and brands may require documentation proving the traceability and country of origin of the animal hides. Best Practice: Brands should consider requesting relevant compliance documentation from leather suppliers, including evidence of LWG-certified upstream tanneries where applicable, as well as test reports demonstrating compliance with relevant EU REACH requirements. Business Value: These documents can serve as important credentials when entering premium European and U.S. markets. Q4: How Can You Verify Whether a Supplier’s “Full-Grain Leather” Is Genuine? A: Examine the cross-section and perform a pressure test. The Pressure Test: Press the leather surface gently with your finger. Genuine full-grain leather typically develops fine, natural wrinkles radiating outward from the point of pressure and returns relatively quickly to its original appearance when released. Visual Inspection: Examine the cross-section of the leather. Genuine full-grain leather generally shows a dense and naturally structured fiber pattern. The Most Reliable Method: Before entering into formal cooperation, request a third-party material testing report whenever necessary. Objective test data is the most reliable way to verify material claims. Q5: Is Full-Grain Leather Always Better Than Split Leather? A: No. The two materials simply come from different layers of the hide and are suited to different brand and product requirements. Full-Grain Leather: Full-grain leather retains the natural grain layer and generally offers better breathability and a more authentic grain appearance. It is commonly used in mid- to high-end products. Split Leather: Split leather is produced after the hide is split and may be further finished with surface coatings. It offers lower material costs, fewer visible surface imperfections, and higher material utilization, making it suitable for more price-sensitive, high-volume products that require a consistent appearance. Core Principle: There is no absolute hierarchy of “better” or “worse.” The right leather is the one that best matches the brand’s positioning and the product’s intended use. Q6: Is Nappa Leather Genuine Leather? What Price Tier Does It Belong To? A: Nappa leather refers primarily to a processing style and a characteristic hand feel, rather than a specific leather grade. The defining characteristics of Nappa leather are exceptional softness, a smooth and refined surface, and a relatively light finish. Full-Grain Nappa Leather: The highest-end category, retaining the natural grain and pores of the hide. Corrected-Grain or Top-Grain Nappa Leather: A mainstream category that undergoes light surface correction and finishing. Split Leather or Synthetic Materials Marketed as “Nappa Grain”: Some suppliers may use the term “Nappa” or “Nappa-style” to describe PU-coated split leather or microfiber materials. Key Takeaway: The word “Nappa” alone should not be treated as proof of leather quality or authenticity. Q7: How Do Different Leather Types Compare in Terms of Maintenance Difficulty and After-Sales Risk? A: From a manufacturing and after-sales risk perspective, leather types can generally be ranked from lower to higher risk as follows: Corrected-Grain Chrome-Tanned Cowhide / Coated Leather: These materials typically have more substantial surface coatings and offer good water and stain resistance, making them relatively easy to maintain and associated with the lowest after-sales risk. Full-Grain Chrome-Tanned Cowhide: It retains a degree of natural resistance to everyday use, and minor scratches may blend into the surface over time. Nappa Leather: Its lighter finish provides a soft and luxurious feel but makes the surface more susceptible to visible fingernail marks and scratches. Customers should be advised to avoid contact with sharp objects. Tumbled Leather: Its textured grain can help disguise minor imperfections, but some varieties may absorb moisture easily and develop water marks. Vegetable-Tanned Leather: This is one of the most delicate options. It can darken or change color when exposed to water, absorb oils, and develop scratches easily.Customers should be clearly informed that these characteristics are inherent to vegetable-tanned leather and should not automatically be considered quality defects.Setting expectations in advance can significantly reduce after-sales disputes. Ⅶ. Conclusion The unique appeal of a genuine leather handbag comes from the irreplaceable character and texture of natural leather. The true art of sourcing is not about blindly pursuing the most expensive or the least expensive material. It is about identifying the material that achieves the right balance between brand positioning, design aesthetics, product performance, and cost structure. Leather selection should not be a subjective guessing game. It should be a standardized and systematic decision-making process. By establishing a rigorous evaluation framework, conducting appropriate material testing, and implementing effective risk controls, brands can ensure that leather, design, and manufacturing processes work together seamlessly. Respecting the natural characteristics of genuine leather and planning the sourcing process rationally are not only fundamental to creating successful products—they are also essential to building a sustainable, long-term leather goods brand. As a supply chain partner with 30 years of experience specializing in genuine leather handbag OEM manufacturing, SYNBERRY provides end-to-end support covering leather selection, material performance testing, sample development, and large-scale production. We help brands connect every stage of the process—from material selection to finished-product delivery—so that high-quality leather can be successfully transformed into commercially viable, production-ready products. Author
MEHR ANZEIGEN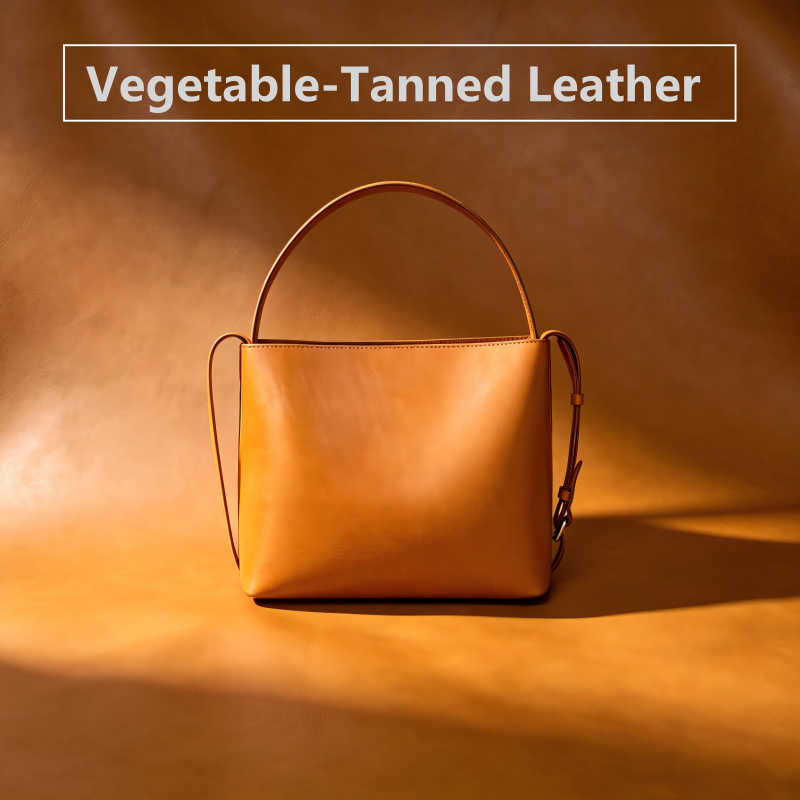
Vegetable-tanned leather is often chosen because it can do something that many coated or synthetic materials cannot: it records the marks of use. Sunlight gradually deepens its color. Frequent use makes the surface become smoother over time. Natural oils from the hands create darker tones on the corners, handles, folds, and around buckles. This visual characteristic has made vegetable-tanned leather a favorite among many leather brands, gift companies, and vintage-style product developers. They value the unique “aging journey” of vegetable-tanned leather—every finished product gradually develops a one-of-a-kind patina through everyday use, creating a distinctive imprint that belongs solely to its owner. This evolving character is also the most unique feature that sets it apart from other types of tanned leather. Table of Contents: What Is Vegetable-Tanned Leather? Vegetable-Tanned Leather vs. Chrome-Tanned Leather Advantages and Limitations of Vegetable-Tanned Leather What Is Vegetable-Tanned Leather Suitable for in the Bag Industry? Logo Techniques Suitable for Vegetable-Tanned Leather FAQ I. What Is Vegetable-Tanned Leather? Vegetable-tanned leather is leather that has been transformed from prepared animal hides into stable leather through a controlled tanning process using plant-derived tanning agents (tannins). When an animal hide is first removed, it is essentially a piece of protein that will naturally decompose. To transform it into durable leather, tanning agents must create cross-links with the collagen fibers in the hide. Tannins bond with the collagen structure, improving the leather's resistance to decay while giving it its characteristic firmness, natural grain, excellent workability, superior edge quality, and distinctive aging properties. In modern leather manufacturing, the dominant chrome tanning process uses trivalent chromium salts, offering fast production, lower costs, and a softer finished leather. Vegetable tanning, by contrast, returns to a method that has been used by humans for thousands of years. Natural tannins are extracted from plant materials such as bark, wood, leaves, fruits, and seed pods, allowing the leather fibers to gradually "set" over the course of several weeks or even months. This slow process is the foundation of every defining characteristic of vegetable-tanned leather. Because of the extended tanning period and the deep penetration of tannins, the fiber structure of vegetable-tanned leather is thoroughly transformed. The finished leather is firm, dense, and capable of being burnished to achieve a smooth, mirror-like edge—something that is difficult for chrome-tanned leather to accomplish. At the same time, because the process does not rely on heavy synthetic resin finishes, the surface of vegetable-tanned leather retains its most natural, uncoated appearance: pores remain clearly visible, while natural scars, growth marks, and vein patterns are all openly displayed. II. Vegetable-Tanned Leather vs. Chrome-Tanned Leather For many buyers encountering vegetable-tanned leather for the first time, the biggest question is: How is it different from ordinary full-grain cowhide? In reality, the difference is determined the moment the tanning process is completed. Comparison Vegetable-Tanned Leather Chrome-Tanned Leather (Mainstream) Tanning Agent Plant-derived tannins (natural) Trivalent chromium salts (chemical) Tanning Time Several weeks to several months 1–3 days Finished Feel Firm and structured, initially quite stiff Soft, supple, and flexible straight out of production Surface Appearance Minimal or no finish, leaving a natural, "bare-faced" look Usually coated with a finish that can conceal imperfections Color Stability Darkens and changes with sunlight and use, developing a patina Color is fixed after production and remains relatively stable Edge Finishing Can be burnished and polished to a smooth, mirror-like finish Typically requires edge paint to cover the edges Water Resistance Poor; exposure to water may cause discoloration and stiffening Better; water tends to bead up and roll off naturally Suitability for Mass Production Lower Higher One common misconception should be clarified: vegetable-tanned leather and full-grain leather are not opposing concepts. Full-grain describes which part of the hide is used—the topmost layer that has not been sanded or buffed. Vegetable tanning, on the other hand, describes the tanning method. A piece of full-grain cowhide can be either vegetable-tanned or chrome-tanned. That said, high-quality vegetable-tanned leather on the market is typically made from premium full-grain hides. Since vegetable-tanned leather does not rely on heavy surface coatings to conceal imperfections, the inherent quality of the hide is fully visible on the finished surface. III. Advantages and Limitations of Vegetable-Tanned Leather Vegetable-tanned leather is not a miracle material. It is much like a piece of jade that requires careful nurturing—its strengths and weaknesses are equally distinctive. Advantages 1. A Unique Character Shaped by Time The greatest appeal of vegetable-tanned leather lies in its ability to develop over time. Natural vegetable-tanned leather begins with a light beige tone and gradually darkens through exposure to sunlight, body heat, and the absorption of natural oils from the hands. Over time, it evolves into caramel or honey tones, eventually developing a patina that is unique to its owner. This "the more you use it, the better it looks" characteristic is something no heavily finished leather can truly replicate. 2. A Naturally Sustainable Story The tannins used in vegetable tanning are derived from renewable plant sources. Compared with wastewater from chrome tanning, the waste liquor generated during vegetable tanning is far more biodegradable. For brands that emphasize sustainability, vegetable-tanned leather is a naturally eco-friendly material that requires little explanation. 3. Burnishable, Mirror-Like Edges Under the influence of high-density tannins, the fibers of vegetable-tanned leather become compact enough that the edges can be burnished and polished to a mirror-like finish, much like wood. This allows premium handcrafted bags to achieve clean, refined edges without the need for edge paint—one of the primary reasons why many artisan leatherworkers favor vegetable-tanned leather. 4. Proven Long-Term Durability Although it feels firm when new, vegetable-tanned leather gradually softens with use while retaining exceptional fiber strength. A well-maintained vegetable-tanned leather bag can often last more than a decade. Limitations 1. Highly Sensitive to Water and Oils Because vegetable-tanned leather has no waterproof surface coating, even a single drop of water can leave a dark watermark. Natural skin oils, sunscreen, and even the indigo dye from denim can penetrate the leather and cannot be wiped away. To enthusiasts, these marks are badges of time and character; to many everyday consumers, they may simply be viewed as unacceptable stains. 2. Difficult to Maintain Consistent Color Between Batches The color of vegetable-tanned leather continues to evolve even after production. Two hides from the same batch, stored on opposite sides of a warehouse, may develop noticeably different shades after just three months. 3. Less Suitable for High-Speed Mass Production Its firm structure increases resistance during sewing, while edge finishing requires multiple rounds of sanding, waxing, and polishing. As a result, the labor time required is typically much longer than that for chrome-tanned leather. IV. What Is Vegetable-Tanned Leather Best Suited for in the Bag Industry? Based on the characteristics discussed above, vegetable-tanned leather has a well-defined comfort zone when it comes to bag manufacturing. Ideal Applications Small Leather Goods: Card holders, key cases, pen sleeves, and leather charms. Their compact size makes natural imperfections easier to manage while showcasing the beautifully burnished edges that vegetable-tanned leather is known for. Structured Bag Designs: Satchels, briefcases, and vintage messenger bags. These styles take full advantage of vegetable-tanned leather's natural rigidity, allowing the bags to maintain their shape without collapsing. Limited Editions and Commemorative Collections: The leather's natural grain and its ability to develop a unique patina over time create a sense of exclusivity and rarity, making it an excellent choice for special collections. Less Suitable Applications Soft, Large Bags: Tote bags and shopping bags. Vegetable-tanned leather is relatively stiff when new, and repeated bending across large panels can create permanent creases that cannot be reversed. High-Frequency Everyday Commuter Bags: Bags that are exposed daily to crowded public transportation, rain, and frequent contact with different surfaces. Under these conditions, vegetable-tanned leather's delicate nature becomes much more noticeable. Fast Fashion, High-Volume Products: Because of its evolving color, lower production efficiency, and higher cost compared with chrome-tanned leather, vegetable-tanned leather is not well suited to the rapid production cycles and aggressive pricing strategies required by fast-fashion brands. Many handbag brands that prioritize customer experience intentionally introduce natural vegetable-tanned leather as part of their core product line, encouraging customers to "grow" their bags through everyday use. This unique interaction between the owner and the leather creates a highly personal ownership experience, significantly enhancing product appeal, encouraging word-of-mouth discussions, and strengthening customer loyalty. It is also one of the reasons why vegetable-tanned leather has become an outstanding choice for boutique brands seeking meaningful differentiation. V. Logo Techniques Suitable for Vegetable-Tanned Leather Vegetable-tanned leather has little to no chemical surface finish. Its firm fiber structure, ability to absorb moisture and oils, and tendency to change color when exposed to heat give it both distinct advantages and clear limitations when it comes to logo application. Below are several methods that have been proven effective in our production experience, as well as techniques that should be avoided. Recommended Methods 1. Blind Embossing / Debossing This is the logo technique that best complements the character of vegetable-tanned leather. A heated brass die is used to apply pressure, creating either a recessed or raised impression on the leather surface. Since no additional material is applied, the logo becomes an integral part of the leather itself. As the leather develops its patina over time, the embossed edges gradually become smoother and develop a subtle natural sheen. Practical Considerations: Because vegetable-tanned leather is relatively firm, embossed edges appear sharper and more defined than on chrome-tanned leather, making this technique ideal for fine lettering and geometric linework. Temperature must be carefully controlled (typically 80°C–120°C). Exceeding 150°C can leave dark brown scorch marks around the edges of the impression, which are especially noticeable on natural, undyed leather. Deep embossing (greater than 1 mm) may affect the flatness of the reverse side. If the logo is placed on a large front panel of the bag, the visibility of the impression on the back should be evaluated. 2. Hot Foil Stamping (Gold or Silver) Hot foil stamping adds a refined metallic accent to vegetable-tanned leather. However, the leather's unfinished surface is a double-edged sword: because the foil comes into direct contact with the leather fibers, its adhesion is often less reliable than on chrome-tanned leather with a finished coating. Practical Considerations: Use premium foil specifically designed for leather, with fine pigments and strong adhesion. Standard foil intended for paper is prone to peeling on vegetable-tanned leather. Avoid stamping over natural scars, vein marks, or other areas where the fiber structure is loose, as the foil may lift or peel away together with these imperfections. Hot foil stamping generally produces better visual contrast on dark-colored vegetable-tanned leather (such as tea-core or brown leather) than on natural undyed leather. 3. Leather Carving / Tooling If there is one technique that was practically made for vegetable-tanned leather, it is leather carving (tooling). Vegetable-tanned leather is firm, has a dense fiber structure, and becomes highly moldable when dampened. As carving tools pass over the surface, they produce crisp, well-defined patterns that retain their shape. The carved design can then be further enhanced with dyeing, gilding, antique finishing, or other decorative treatments. Practical Considerations: Leather carving demands exceptionally high-quality hides. Only Grade A full-grain vegetable-tanned leather can produce clean, sharp cuts. Areas with scars or loose grain are prone to becoming fuzzy after carving. The process is entirely handcrafted, making mass production extremely inefficient. A single panel with a complex carved pattern may require several hours to complete, making this technique unsuitable for high-volume production. After carving, the leather should be properly shaped and treated for moisture resistance. Otherwise, the recessed carved areas may be susceptible to mold growth in humid environments. 4. Laser Engraving Laser engraving can reproduce intricate vector artwork and even grayscale effects without the need for custom tooling. However, vegetable-tanned leather reacts very differently to laser engraving than synthetic leather or chrome-tanned leather. Practical Considerations: The laser burns the tannins within the leather, causing the engraved area to turn dark brown or black. This creates strong visual contrast on natural, undyed vegetable-tanned leather, so the final appearance should always be evaluated through sampling before production. Since no custom die is required, laser engraving eliminates tooling costs. For small-batch custom orders, it is often more cost-effective than embossing, making it an excellent option for boutique brands and bespoke products. 5. Metal Badges / Nameplates Metal badges or nameplates are attached to vegetable-tanned leather using rivets, screws, or stitching. This approach overcomes some of the limitations of the leather itself, making it possible to achieve multicolor finishes, three-dimensional effects, and even illuminated designs. Practical Considerations: Because vegetable-tanned leather is relatively firm, pilot holes should always be punched before installing rivets. Driving rivets directly into the leather may cause the fibers to crack. Metal and leather have different coefficients of thermal expansion. In environments with significant temperature fluctuations, rivet holes may gradually enlarge over time, causing the hardware to loosen. Using washers is recommended to improve long-term stability. The edges of the metal badge should be chamfered or rounded to prevent them from cutting into or wearing through the leather surface during prolonged use. For stitched metal badges, stitch spacing must be planned with great precision. Needle holes in vegetable-tanned leather are permanent and cannot recover, so the stitching must be positioned correctly on the first attempt. Not Recommended: Screen Printing and Pad Printing We do not recommend applying screen printing or pad printing directly onto the surface of vegetable-tanned leather. The reasons are straightforward: Vegetable-tanned leather has little to no surface coating, making ink absorption difficult to control. As a result, the printed graphics are prone to bleeding and feathering. Vegetable-tanned leather continues to darken and absorb oils over time. As the leather naturally ages, the printed design ages with it, often leading to noticeable color inconsistencies after just a few months. While applying a surface sealing coating before printing can improve ink adhesion, it also defeats the very qualities that make vegetable-tanned leather desirable in the first place. The coating compromises its signature natural, uncoated appearance, as well as its breathability. FAQ Q1: Which is better: vegetable-tanned leather or top-grain leather? A: These are not comparable concepts, as they describe different aspects of leather. Top-grain leather refers to the layer of the hide used, while vegetable tanning refers to the tanning process. A piece of top-grain leather can be either vegetable-tanned or chrome-tanned. Although premium vegetable-tanned leather is typically made from high-quality full-grain hides, "vegetable-tanned" does not automatically mean "top-grain." Q2: Is vegetable-tanned leather always more environmentally friendly than chrome-tanned leather? A: In terms of tanning agents, plant-derived tannins are indeed more natural and biodegradable than chromium salts. However, environmental sustainability should be evaluated across the entire product lifecycle. Factors such as wastewater treatment at the tannery, whether the dyes contain heavy metals, and the composition of conditioning oils used during maintenance all play important roles. Whenever possible, it is advisable to source leather from tanneries certified by the Leather Working Group (LWG). Q3: Are vegetable-tanned leather bags waterproof? A: Natural vegetable-tanned leather offers little to no water resistance. Improving its waterproof performance requires applying waterproofing agents or waxes after tanning, but doing so alters the leather's breathability and natural feel while compromising its signature uncoated appearance. If the product is intended for frequent use in rainy conditions, chrome-tanned leather with a protective finish is generally a more suitable choice. Q4: Why does the price of vegetable-tanned leather vary so much? A: The price of vegetable-tanned leather mainly depends on three factors: Hide quality, including the grade of the hide, the presence of scars, and the area of the hide used. Tanning method and duration, such as traditional pit tanning versus accelerated drum tanning. Country or region of origin. Vegetable-tanned leather made from premium hides using traditional long-cycle pit tanning is significantly more expensive than leather produced through faster tanning methods, resulting in noticeable price differences in the final products. Q5: How can you tell if leather is genuinely vegetable-tanned? A: You can identify genuine vegetable-tanned leather using the following four methods: Smell: Authentic vegetable-tanned leather has a distinctive earthy aroma with a subtle natural sweetness. Chrome-tanned leather often has a chemical smell or almost no noticeable scent. Cut Edge: Examine an unfinished edge. Vegetable-tanned leather typically displays a warm cream or tan color throughout its cross-section. Chrome-tanned leather usually has a bluish-gray cross-section—the characteristic color left by chromium sulfate. Water Reaction: A small drop of water will immediately darken the surface of vegetable-tanned leather before gradually lightening again as it dries. On chrome-tanned leather, water generally beads up and rolls off the surface. Feel: Genuine vegetable-tanned leather has a firm, structured feel and is relatively stiff when new, requiring a break-in period. If a product advertised as "vegetable-tanned leather" feels excessively soft and floppy right out of the box, it is worth examining more carefully. Q6: How should vegetable-tanned leather be cared for? A: Here are some practical care tips to help keep vegetable-tanned leather products in their best condition. Brands are encouraged to include these recommendations in their product care instructions. Avoid getting the leather wet, especially during the first month of use. Keep the leather away from heat sources and never use a hair dryer to speed up drying. Do not clean it with synthetic brushes—use only natural-bristle brushes. If the leather product is used frequently, apply a leather-specific conditioning oil or leather care product once a week. Wax the leather regularly to maintain its condition and appearance. Conclusion Vegetable-tanned leather is not an industrial material that can simply be used without consideration. Instead, it is more like a long-term project involving the brand, the manufacturer, and the end user. Its firmness, color changes, visible marks, and evolving patina are both its limitations and its greatest sources of appeal. As an OEM bag manufacturer with more than 30 years of experience, we have always believed that there is no universally "good" or "bad" material—only the material that is best suited for a particular purpose. If your brand is built around speed, novelty, and standardization, vegetable-tanned leather may not be the ideal choice. But if your brand tells a story of time, craftsmanship, texture, and companionship, vegetable-tanned leather may be the most authentic storyteller of all. Author
MEHR ANZEIGEN
Sourcing leather for custom leather handbags is far more than a simple aesthetic choice. It directly determines your production costs, retail pricing strategy and overall brand positioning. SYNBERRY has accumulated over 30 years of experience in OEM custom leather bag manufacturing, serving clients ranging from emerging startup brands to mature premium and luxury lines. Most purchasing partners repeatedly raise two core questions: which leather grade fits their product lineup, and how end consumers can properly maintain leather bags. Drawing on our decades of on-site manufacturing experience, this guide systematically explains leather selection logic and post-sale maintenance knowledge, helping OEM buyers pick matching leather and avoid common care mistakes. Table of Contents: Ⅰ. Two Core Perspectives to Understand Leather Ⅱ. Match Leather Types to Different Handbag Styles Ⅲ. Daily Care Guidelines for Leather Handbags Ⅳ. Four Core Details to Confirm When Requesting Factory Quotations Ⅴ. Frequently Asked Questions (FAQ) Ⅵ. Conclusion Ⅰ. Two Core Perspectives to Understand Leather We divide leather into two major classification systems: categorization by natural hide layers and categorization by post-tanning processing techniques. The combination of these two dimensions jointly decides leather quality and the final presentation of finished handbags. 1.Classification by Hide Layer Top-grain leather:Top-grain leather is made from the outermost grain layer of animal hide plus part of the underlying fibrous corium layer. Its compact fiber structure delivers outstanding tensile strength, durability, flexibility and stable shape retention, making it the core raw material for all high-end leather goods. Split leather :Split leather refers to the residual fibrous layer separated after removing the top grain layer during splitting. Its loose fiber structure leads to weaker strength, poor durability and faint natural texture, so manufacturers usually add PU coating, PVC coating or suede sanding to improve its appearance and practicality. 2.Classification by Processing Craft Full-grain leather:Full-grain leather ranks as the highest-grade leather material. It fully retains the natural grain surface of raw hide with almost no sanding or surface correction, featuring obvious natural grain, excellent wear resistance, superior breathability and the ability to form unique patina with long-term wear. Every hide carries exclusive natural marks, making each finished bag one-of-a-kind. Corrected-grain leather:Corrected-grain leather is processed by lightly sanding top-grain leather to remove surface blemishes, then embossing uniform artificial grain patterns. It boasts consistent surface appearance, reliable durability and balanced cost performance, which is why most mid-to-high-end leather goods such as business briefcases adopt this material. Coated split leather :Coated split leather is produced by attaching a thin PU or PVC synthetic film to split leather and embossing artificial grain on the surface. Its basic composition is split leather substrate plus synthetic coating, serving as an affordable option with uniform visual effects. 3.Comparison Between Top-Grain Leather and Full-Grain Leather Many buyers confuse the logical relationship between top-grain and full-grain leather; the table below sorts out all core differences clearly: Comparison Item Top-Grain Leather Full-Grain Leather Definition Leather cut from the outermost grain layer of animal hide Premium subdivision of top-grain leather that fully retains natural grain surfaces Belongs to top-layer hide ✅ Yes ✅ Yes Retain original natural grain Not guaranteed ✅ Fully retains natural pores and grain patterns Surface finishing May include sanding, correction, embossing or heavy coating Minimal processing; only dyeing and light protective finishing Visual appearance Uniform texture, customizable artificial embossed patterns Natural grain variations; every hide panel is unique Durability Good Excellent, featuring the most intact natural fiber structure Breathability Fairly good Superior Softness Fluctuates based on finishing craft Gradually softens and develops natural patina with wear Longevity Lasts multiple years with routine care Remains functional for decades under consistent maintenance Price bracket Mid to high-end Premium tier with higher unit pricing SYNBERRY Manufacturing Insight: We always recommend full-grain leather for clients developing structured luxury handbags. Natural surface variations are not flaws, but distinctive features that endow each bag with irreplaceable unique value. Ⅱ. Match Leather Types to Different Handbag Styles Leather selection cannot rely solely on material cost. Different bag silhouettes and usage scenarios put forward distinct performance requirements for leather, so we summarize a targeted matching rule for buyers’ reference: Handbag Category Recommended Leather Grade Core Matching Advantages Luxury handbags / Premium women’s designer bags Full-grain leather Develops layered patina and elevates product value over time Business briefcases / Daily commuter totes Top-grain leather Maintains rigid silhouette, durable and cost-efficient Casual crossbody bags / Fashion-forward silhouettes Top-grain leather or split suede Supple touch, diverse styling and flexible design potential Fast-fashion bags / Promotional giveaway handbags Split leather Low production cost with consistent surface finish Travel duffels / Large luggage totes Full-grain or thick top-grain leather Highly abrasion-resistant and builds vintage character with wear Ⅲ. Daily Care Guidelines for Leather Handbags Standardized consumer care can greatly extend a leather bag’s service life. Well-maintained leather goods effectively boost customer satisfaction and build long-term brand loyalty, and you can print all the practical guidance below on product hang tags or custom care booklets. 1. Regular Daily Care Habits Wipe surface dust and light dirt with a soft dry cloth on a regular basis. When the bag is not in use, stuff its interior with acid-free tissue paper to fix the original shape and cover the whole bag with a dedicated dust bag for storage. Keep leather goods away from direct sunlight, heat sources and humid environments all the time. 2. Targeted Stain Removal Solutions For water stains, use a dry cloth to blot excess moisture immediately and place the bag in cool ventilated space for natural air-drying; never speed up drying with hair dryers or high-temperature heat sources. For oil stains, spread absorbent cornstarch evenly over stained areas, leave it overnight to absorb grease, then gently brush off residual starch the next morning. For split suede products, only use professional suede brushes for grooming and avoid direct water scrubbing at all costs. 3. Forbidden Improper Operations Do not rinse or submerge the entire leather bag in water. Do not accelerate drying through hair dryers, radiators or other heating equipment. Do not fill bags with newspaper, as printing ink will transfer onto leather under humid conditions and cause permanent stains. Ⅳ. Four Core Details to Confirm When Requesting Factory Quotations Many buyers only write "leather handbags" in quotation requests, which causes repeated sample revisions and wastes plenty of sampling time. Clearly confirming the following four key information can greatly improve OEM communication efficiency. 1. Clear Leather Grade State the exact leather material without vague general descriptions, including full-grain leather, top-grain leather or split leather. 2. Defined Leather Thickness Mark specific thickness data such as 0.8mm or 1.0mm, as this parameter directly affects the bag’s firmness, structural stability and hand touch. 3. Standard Color Reference Provide official Pantone color codes or physical color swatches for color matching. Physical swatches are far more accurate than digital pictures, since screen display deviation is the top cause of sample rework. SYNBERRY Insight: Our sample department can customize exclusive color swatches for clients within 5 to 7 working days. 4. Confirmed Surface Finishing Specify the surface finishing: Which embossed grain pattern is required (e.g., pebble grain, cross grain)? Matte or glossy finish? Ⅴ. Frequently Asked Questions (FAQ) Q1: How do I verify leather sample quality before mass production launches? A: You need to manually test the leather’s softness and hand feel, observe the density of internal fiber layers, and check the adhesion strength of surface coating. We suggest signing and archiving a complete reference sample set containing leather swatches, color panels and matching metal hardware, which will serve as the unified inspection standard for bulk production. Q2: Why do minor color discrepancies exist between pre-production samples and bulk goods? A: Leather is a natural raw material, so different hide batches absorb dye unevenly; fluctuations in ambient temperature and humidity will also change dye absorption effects. SYNBERRY archives standard color boards for every production batch and strictly controls color differences within commercially acceptable standards. Q3: As a brand owner, what supplier qualifications should I prioritize? A: Apart from factory scale and production capacity, focus on ISO 9001 quality management system certification and BSCI social compliance audit. These two credentials prove the factory meets international standards in quality control, labor protection and environmental compliance. Q4: How long does OEM leather handbag sampling normally take? A: Sample development takes 7 to 14 working days after design confirmation; customized embossing or complex structural designs will extend the cycle slightly. International sample shipping requires an extra 3 to 5 working days, and the exact timeline depends on product customization complexity. Q5: Besides traditional animal leather, are there eco-friendly innovative alternatives? A: Yes. Numerous mainstream brands adopt bio-based leather materials made from corn fiber, cork and pineapple leaf fiber. These sustainable materials have a lower carbon footprint, cater to the sustainable consumption trends of European and American markets, and create unique differentiated selling points for brands. Q6: How to handle a leather handbag soaked by rainwater? A: Immediately blot surface moisture with a clean white cotton cloth instead of hard rubbing, which will push water stains deep into leather fibers. Hang or lay the bag flat in cool ventilated space for full natural air-drying, and never use hot air blowers or direct sunlight to speed up the process. After complete drying, apply a thin layer of leather conditioning cream to nourish the hide. Q7: Can minor scratches on leather surfaces be repaired? A: Light scratches can be faded by gentle fingertip massage; friction heat activates natural leather oil to blur superficial abrasions. Deep scratches need professional leather recoloring cream for local touch-up. Remember to test the repair paste on the inconspicuous bag bottom to confirm color matching before processing front surfaces. Q8: Light-colored leather bags easily get stained. How to prevent and fix color transfer? A: Prevention is more effective than remediation. Avoid long-term contact between pale leather (white, beige, pink) and dark fabrics especially denim to prevent friction color bleeding, and spray dedicated anti-transfer protective spray for daily use. If color transfer occurs, wipe stained areas in gentle circular motions with leather cleaner and soft cloth right away; consult professional leather care stores if stains cannot be fully removed. Q9: How frequently should consumers maintain leather handbags? A: Care cycles depend on usage frequency. Daily commuter bags need full conditioning every 2 to 3 months, while occasionally used bags only require maintenance once every six months. A simple judgment standard: if light finger marks do not fade within several seconds after scratching, the leather lacks natural oil and needs immediate nourishing treatment. Regular maintenance can permanently preserve leather’s soft texture and subtle gloss. Ⅵ. Conclusion Choosing the right leather is a strategic business decision. The most expensive material is not always suitable for your brand, nor can the cheapest option guarantee market competitiveness. The core selection standard lies in matching leather with your brand positioning, target consumer groups and product usage scenarios. Picking proper leather only completes half of brand success, and the other critical part is guiding end customers to master standardized leather care methods. Even premium leather will turn dull, dry and cracked after years of neglect, while entry-grade leather can accompany customers for decades with consistent proper maintenance. This is why we elaborate on systematic care guidance above — brand reputation is often built through these small but vital customer experience details. With over 30 years of OEM handbag manufacturing experience, SYNBERRY provides full-cycle leather solutions for brand partners, covering professional material matching, custom sample development and stable mass production with balanced cost and quality control. We also design exclusive leather care cards, printed hang tags and simplified maintenance instructions tailored to each bag model, so customers can grasp correct protection methods at the moment of purchase. If you have finished product concepts or design sketches, send them to our technical team. We will provide free leather matching evaluation and cost estimation within 1 to 2 working days. Contact SYNBERRY today to discuss your leather handbag project, and we will help you source ideal leather materials and deliver reliable long-term care guidance for your bag collection. Author
MEHR ANZEIGEN
Die Entwicklung von Rucksackrückenpaneelen ist ein systematischer Design- und Entwicklungsprozess, der sich auf die Struktur, die Materialien und das Belüftungssystem des Rückenpaneels konzentriert. Ziel ist es, ein optimales Gleichgewicht zwischen drei wesentlichen Leistungsfaktoren zu erreichen: Stabilität, ergonomische Passform und Atmungsaktivität.Ein Rucksack mag aus hochwertigen Materialien gefertigt sein, leichtgängige Reißverschlüsse haben und gut aussehen – doch wenn sich das Rückenteil warm anfühlt, steif ist oder am Rücken klebt, werden die meisten ihn wohl kein zweites Mal benutzen. Im Alltag ist das Rückenteil der erste Teil des Rucksacks, den man spürt. Es entscheidet darüber, ob sich der Rucksack leicht oder schwer, atmungsaktiv oder schweißtreibend, stützend oder belastend anfühlt. Deshalb werden manche Rucksäcke für ihren ganztägigen Tragekomfort gelobt, während andere schon nach 20 Minuten zu Schulter- und Rückenschmerzen führen.Die Entwicklung einer optimalen Rückenplatte ist alles andere als einfach. Eine auf stärkere Unterstützung ausgelegte Rückenplatte ist oft steifer und weniger atmungsaktiv. Wird hingegen die Belüftung priorisiert, kann dies die Stabilität beeinträchtigen und dazu führen, dass sich die Rückenplatte bei längerem Tragen verformt oder gar zusammenfällt. Nur durch die kontinuierliche Optimierung von Konstruktion, Materialkombinationen und Schichtaufbau können Hersteller eine Rückenplatte entwickeln, die ein ausgewogenes Tragegefühl bietet.Als OEM/ODM-Rucksackhersteller mit über 30 Jahren Erfahrung betrachten wir die Entwicklung von Rückenpaneelen seit jeher als einen der wichtigsten Aspekte der Rucksackentwicklung. Durch die kontinuierliche Optimierung unserer Lösungen hinsichtlich der drei Kernfunktionen – Stützkraft, Atmungsaktivität und ergonomische Passform – unterstützen wir Marken bei der Entwicklung von Rucksäcken, die nachweislichen Komfort, zuverlässige Leistung und durchweg positives Feedback von Nutzern bieten. InhaltsverzeichnisWas ist ein Rucksack-Rückenteil?Die drei technischen Kernaspekte der RückwandkonstruktionArten von RucksackrückenplattenstrukturenWie man Schaumstoffmaterialien für Rucksackrückenwände auswähltWie man Kontaktschichtmaterialien auswähltWie Luftkanäle die Leistung der Rückwand verbessernFallstudie: Typische Architekturen von RückwandsystemenVom Design zur Serienproduktion: Grundlagen der Qualitätskontrolle für RückwandsystemeDienstleistungen, die wir für OEM-Kunden anbietenHäufig gestellte Fragen (FAQ) 1. Was ist ein Rucksack-Rückenteil?Die Rückenplatte eines Rucksacks ist die tragende Schicht, die am Rücken des Trägers anliegt und sich zwischen dem Träger und dem Inhalt des Rucksacks befindet. Sie bestimmt, wie die Last auf dem Rücken verteilt wird, wie Wärme abgeleitet wird und wie stabil der Rucksack während der Bewegung bleibt.Ist die Rückenpartie schlecht konstruiert, können scharfe Kanten eines Laptops oder harte Buchecken unangenehm auf den Rücken drücken. Schnell können sich Hitze und Schweiß stauen, wodurch der Rücken heiß und unbequem wird, und die Schultergurte können einschneiden und den Tragekomfort beeinträchtigen. 2. Die drei technischen Kernaspekte der Rückwandkonstruktion 2.1 Unterstützung: Von konzentriertem Druck zu gleichmäßiger LastverteilungDer menschliche Rücken ist nicht flach. Die Wirbelsäule wölbt sich nach vorn, die Schulterblätter sind nach außen gewölbt und der untere Rücken ist nach innen gekrümmt. Unter Last kann jeder starre Gegenstand im Rucksack – wie beispielsweise die Ecke eines Laptops, der Einband eines Buches oder eine Powerbank – Druckstellen am Rücken des Trägers verursachen.Die wichtigste Aufgabe bei der Entwicklung eines Rucksackrückenpanels besteht darin, die punktuellen Druckpunkte durch die elastische Verformung der Schaumstoffschichten in einen gleichmäßig verteilten Flächendruck umzuwandeln. Dies verbessert den Tragekomfort deutlich, da die punktuelle Belastung des Rückens reduziert wird.Ein Schlüsselaspekt ist hierbei die Kompressionskurve des Schaumstoffs. Ein idealer Rückenpolsterschaum sollte bei leichter Belastung weich bleiben und sich angenehm an den Rücken des Benutzers anpassen, bei mittlerer Belastung allmählich fester werden, um strukturelle Unterstützung zu bieten, und auch bei schwerer Belastung ausreichend dick bleiben, ohne durchzudrücken.Um diese Leistungsfähigkeit zu erreichen, ist in der Regel eine mehrschichtige Schaumstoffkonstruktion erforderlich, anstatt nur ein einzelnes dickes Schaumstoffstück zu verwenden. Ein gängiger Ansatz in der Konstruktion besteht darin, eine äußere Schaumstoffschicht mit geringer Dichte für Weichheit und Komfort mit einer inneren Schaumstoffschicht hoher Dichte für strukturelle Unterstützung zu kombinieren. Dadurch bietet die Rückenlehne sowohl Dämpfung als auch Stabilität unter verschiedenen Belastungsbedingungen. 2.2 Ergonomische Passform: Das Geheimnis eines stabilen RucksacksDas zweite Konstruktionsziel einer Rucksackrückseite ist die Verhinderung von Verdrehungen und Zugkräften nach hinten. Beim Gehen, Drehen oder Treppensteigen erzeugt die Trägheit des Inhalts Bewegungen und Verlagerungskräfte. Ist die Rückenplatte zu weich, neigt der Rucksack dazu, nach hinten und unten durchzuhängen, wodurch die Schultergurte zusätzlich belastet werden und letztendlich Schulterermüdung entsteht.Eine gut konstruierte Rückenplatte muss ausreichend Stabilität in Längsrichtung aufweisen. Sie sollte in vertikaler Richtung weich und dämpfend bleiben, um Druck abzufangen, während sie in horizontaler Richtung formstabil bleibt und Verformungen widersteht. Diese Balance sorgt für einen stabilen Sitz des Rucksacks am Rücken, minimiert unerwünschte Bewegungen und erhöht den Tragekomfort. 2.3 Atmungsaktivität: Luftzirkulation ist mehr als nur ein paar Schlitze schneidenDer Rücken ist eine der wichtigsten Körperregionen zur Wärmeableitung. Wenn die Rückenplatte eines Rucksacks vollständig am Rücken des Trägers anliegt, entsteht ein … Mikroklima An der Kontaktfläche – wo die Temperatur steigt, die Luftfeuchtigkeit gesättigt ist und die Luftzirkulation zum Erliegen kommt – dient ein Luftstromkanal nicht nur dazu, die Rückwand moderner aussehen zu lassen, sondern einen kontinuierlichen Luftaustausch zu gewährleisten.Luftkanäle weisen jedoch eine kontraintuitive Eigenschaft auf: Die Tiefe ist wichtiger als die Breite. Flache Kanäle (2–3 mm) werden unter Last nahezu vollständig zusammengedrückt und verlieren dadurch ihre Belüftungsfunktion. Im Gegensatz dazu bleiben tiefere Kanäle (5–8 mm) in Kombination mit strukturierten, erhabenen Rippen auch unter hoher Last offen und gewährleisten so einen effektiven Luftstrom.Dies erklärt, warum sich viele Rucksäcke, die scheinbar über Belüftungskanäle verfügen, bei tatsächlichem Gebrauch dennoch heiß und verschwitzt anfühlen – die Luftkanäle haben aus technischer Sicht versagt.Wie lassen sich also diese drei technischen Ziele – Unterstützung, ergonomische Passform und Atmungsaktivität – in einem einzigen Rückenteil erreichen?In den folgenden Abschnitten werden wir die Kernelemente der Rückenplattenkonstruktion Schritt für Schritt erläutern und dabei auf strukturelle Designs, Materialauswahl und die Konstruktion von Luftkanälen eingehen, um Ihnen die technischen Details hinter der Entwicklung einer leistungsstarken Rucksack-Rückenplatte zu verdeutlichen. 3. Arten von RucksackrückenplattenstrukturenBasierend auf den drei oben genannten technischen Dimensionen lassen sich die auf dem Markt erhältlichen Rucksackrückenplatten im Allgemeinen in vier Strukturtypen einteilen:StrukturtypKernmerkmaleDruckmanagementWärme- und FeuchtigkeitsmanagementDynamische StabilitätTypische AnwendungenFlache, gepolsterte RückenplatteEinlagiger Schaumstoff mit StoffauskleidungBasicArmSchwachLeichte Rucksäcke, KinderrucksäckeGerillte Schaumstoff-RückwandGeformte oder geschnitzte LüftungskanäleGutMäßigMäßigAlltagsrucksäcke, SchultaschenRückwand mit zonierter UnterstützungMehrschichtiger Schaumstoff mit zonierter UnterstützungExzellentGutGutReiserucksäcke, Laptop-RucksäckeRückwand mit hängendem RahmenGespanntes Netz mit starrem RahmenGutExzellentExzellentOutdoor-Rucksäcke, WanderrucksäckeAuswahlempfehlungen: Teurer ist nicht immer besser – die richtige Wahl hängt vom Verwendungszweck ab.Leichte Rucksäcke und Kinderrucksäcke transportieren im Allgemeinen relativ leichte Lasten, daher ein flache, gepolsterte Rückenplatte Diese Konstruktion erfüllt die Leistungsanforderungen. Zudem trägt sie zur Kostenkontrolle in der Fertigung bei und vermeidet unnötige Bauteile, die das Gewicht des Rucksacks erhöhen würden.Alltagsrucksäcke und Schultaschen erfordern ein ausgewogenes Maß an Stützkraft und Atmungsaktivität. gerillte Schaumstoff-Rückwand bietet das beste Verhältnis zwischen Leistung und Kosten und ist damit die kostengünstigste Lösung für diese Anwendungen.Reise-Laptop-Rucksäcke Sie sind oft so konzipiert, dass sie ein oder zwei Laptops sowie andere Alltagsgegenstände transportieren können, was zu einer höheren Gesamtlast führt. zonierte Stützrückwand Durch den Schaumstoff mit unterschiedlichen Dichten passt er sich besser den natürlichen Konturen des Rückens des Benutzers an, verteilt den Druck gleichmäßiger und verbessert den Tragekomfort bei schwereren Lasten.Outdoor-Wanderrucksäcke sind typischerweise für das Tragen über lange Strecken ausgelegt und können oft Lasten von mehr als … tragen. 10 kg (22 Pfund)Diese Rucksäcke erfordern höchste Atmungsaktivität und dynamische Stabilität. Nur ein Rückwand mit abgehängtem Rahmen kann auch unter hoher Belastung einen offenen Belüftungskanal aufrechterhalten und gleichzeitig durch einen starren Innenrahmen das Gewicht effizient auf Hüfte und Taille verlagern, wodurch die Belastung von Schultern und Rücken deutlich reduziert wird. 4. Auswahl von Schaumstoffmaterialien für RucksackrückenwändeIm Bereich der Rückwandkonstruktion Bei der Materialauswahl geht es nicht um die Wahl eines einzelnen Materials, sondern um die Entwicklung eines mehrschichtigen Systems, in dem verschiedene Materialien zusammenwirken, um die gewünschte Leistung zu erzielen. Im Folgenden werden die wichtigsten Materialien moderner Rückwandsysteme aufgeführt. und ihren jeweiligen Ingenieursrollen. 4.1 EVA (Ethylen-Vinylacetat)Funktion: Strukturelle StützschichtEigenschaftenGeschlossenzellige Struktur, wasserabweisend, thermoformbar, ausgezeichnete Formbeständigkeit und schnelle Rückfederung.Wichtige ParameterDichte (35–60 kg/m³); Härte (Asker C 25–65)Technische ÜberlegungenBei einer Dichte unter 30 kg/m³ neigt das Material nach längerem Gebrauch eher zu übermäßiger, bleibender Druckverformung. Umgekehrt führt eine Dichte über 60 kg/m³ zu einer übermäßigen Steifigkeit des Schaumstoffs, wodurch seine Dämpfungseigenschaften deutlich reduziert werden. 4.2 PU-Schaum (Polyurethanschaum)FunktionKomfortpolsterungsschichtEigenschaftenOffenzellige Struktur, weich und elastisch, mit einer erstklassigen Haptik.Potenzielles RisikoMinderwertiger PU-Schaum hat einen hohen Druckverformungsrest, was bedeutet, dass er zu dauerhaften Verformungen neigt und bereits nach 2–3 Monaten regelmäßiger Nutzung merklich zusammenbrechen kann.Technische Überlegungen: PU-Schaum sollte mit einer strukturellen Stützschicht aus EVA kombiniert werden, um das optimale Gleichgewicht zwischen lasttragender Unterstützung und langfristigem Tragekomfort zu erreichen. 4.3 NeoprenFunktionHochwertige Komfortschicht / stoßdämpfende SchichtEigenschaften: Geschlossenzellige Struktur, wasserabweisend, weich und hochelastisch mit exzellenten Rückpralleigenschaften.Einschränkungen: Speichert naturgemäß Wärme, was bei Verwendung als flache Kontaktfläche zu schlechter Atmungsaktivität führt.Technische ÜberlegungenNeopren sollte stets mit Belüftungskanälen und atmungsaktivem Netzgewebe kombiniert werden. Es eignet sich am besten als Komfortschicht und weniger als strukturelle Stützschicht. 5. Auswahl der KontaktschichtmaterialienDie Schaumstoffschichten und die Luftkanalstruktur lösen die Probleme der Stützung und Belüftung. Die direkte Schnittstelle zwischen der Rückenplatte des Rucksacks und der Haut des Trägers – die Kontaktschicht—bestimmt, ob Schweiß schnell abtransportiert werden kann, ob die Reibung angenehm bleibt und ob das Material nach längerem Gebrauch Knötchenbildung oder Verformungen entwickelt.Die Wahl der falschen Kontaktschicht kann alle in den vorangegangenen Phasen geleisteten Entwicklungsarbeiten zunichtemachen.MaterialartKernmerkmaleEmpfohlenes Gewicht / DickeGeeignete Anwendungsbereiche3D-Abstandsgewebe (Sandwich-Netzgewebe)Zwei Lagen Netzgewebe, die durch vertikale Monofilamentstrukturen verbunden sind, sorgen für Feuchtigkeitstransport, Schweißregulierung, Stoßdämpfung und Atmungsaktivität.250–700 g/m², Dicke: 2–8 mmDie bevorzugte universelle Wahl, die mehr als 90 % der Rucksackkategorien abdeckt.Vogelaugengewebe / KettengewirkLeicht, atmungsaktiv und kostengünstig120–180 g/m²Leichte, lässige Rucksäcke und Taschen, die für den kurzfristigen Sommereinsatz konzipiert sindDas gleiche Material wie der Hauptteil des RucksacksSchafft einen einheitlichen visuellen Stil und wahrt die MarkenidentitätBasierend auf den Spezifikationen des RucksackkörperstoffsModisch orientierte Rucksäcke und Designs, die die ästhetische Gesamtintegration betonen. Praktische Empfehlungen:Bei funktionalen Rucksäcken sollte 3D-Abstandsgewebe Priorität haben. (mit einem Gewicht von ≥350 g/m²Netzgewebe in diesem Gewichtsbereich gewährleisten ausreichend dreidimensionalen Raum und verhindern, dass die Rückenplatte unter Belastung direkt gegen den Rücken des Trägers drückt. Dadurch wird sichergestellt, dass Feuchtigkeitsmanagement und Dämpfungseigenschaften den Anforderungen des täglichen, längeren Tragens gerecht werden.Für leichte FreizeitrucksäckeVogelaugengewebe ist eine geeignete Wahl. Es bietet ausreichende Atmungsaktivität und trägt gleichzeitig dazu bei, sowohl die Herstellungskosten als auch das Gesamtgewicht des Rucksacks zu reduzieren.Für modische Rucksäcke, die Wert auf einen einheitlichen Gesamtstil legen.Das Hauptmaterial kann direkt als Kontaktschicht verwendet werden. In diesem Fall empfiehlt es sich, atmungsaktive Stoffe zu wählen, um den Tragekomfort nicht zu stark zu beeinträchtigen. 6. Wie Luftkanäle die Leistung der Rückwand verbessern 6.1 Was sind Belüftungskanäle in der Rückenplatte eines Rucksacks?Die Belüftungskanäle sind keine dekorativen Rillen. Es handelt sich um sorgfältig konstruierte Luftstromwege, die die Schweißbildung reduzieren, die Hauttemperatur senken und die Luftzirkulation auch bei schwerer Beladung des Rucksacks aufrechterhalten sollen.Es gibt zwei Arten von Luftstrommechanismen:Passive Luftzirkulation: Entsteht durch Gehbewegungen und natürliche Körperwärmekonvektion.DruckentlastungsluftstromBei Laständerungen wird Druckluft durch die Kanäle nach außen gedrückt und strömt beim Druckabfall wieder in das System ein. 6.2 Grundlegende LuftstromkanalstrukturenKanaltypBeschreibungLeistungsniveauVertikale NutenGerade vertikale LuftkanäleGutHorizontale NutenSeitliche LuftströmungswegeMäßigWirbelsäulenentlastungskanalZentraler Spalt zur Druckentlastung entlang der Wirbelsäule.Sehr gutMehrzonen-RippenstrukturErhöhte Schaumstoffrippen kombiniert mit offenen BelüftungsschlitzenExzellentFür die meisten kommerziellen OEM-Projekte, ein Entlastungskanal für die Wirbelsäule kombiniert mit seitlichen Luftkanälen kann eine hohe Leistung erbringen, ohne übermäßige Herstellungskosten zu verursachen. 6.3 Der „kritische Punkt“ der LuftkanaltiefeLuftkanäle sind nicht generell besser, wenn sie tiefer sind. Sie müssen eine bestimmte kritische Tiefe überschreiten, um ihre Belüftungsfunktion unter Last aufrechtzuerhalten. Basierend auf Lasttestdaten:LastbereichMinimale effektive LuftkanaltiefeEmpfohlene Luftkanaltiefe3–5 kg3 mm4–5 mm5–8 kg4 mm5–6 mm8–12 kg5 mm6–8 mm12 kg+6 mm8–12 mm 7. Fallstudie: Geschichteter Aufbau eines Rucksack-RückenteilsystemsDie Rückenplatte eines speziell entwickelten Rucksacks besteht nicht aus einem einzigen Materialstück, sondern aus mehreren Schichten, in denen verschiedene Komponenten zusammenwirken. Nachfolgend ist der typische Schichtaufbau eines Reiserucksacks dargestellt:Schicht 1 (Hautkontaktschicht):3D-Abstandsgewebe, 5 mm Dicke, 450 g/m²↓ Funktion:Feuchtigkeitstransport, verringerte Hautreibung und Aufrechterhaltung offener Luftkanäle.Schicht 2 (Komfortschicht):3 mm PU-Schaum, Dichte: 30 kg/m³↓ Funktion:Bietet ein weiches Tastgefühl und verteilt den Druck lokal.Schicht 3 (Luftströmungsstrukturschicht):8 mm EVA, Dichte: 45 kg/m³, mit geformten, erhabenen Rippen und Belüftungskanälen↓ Funktion:Schafft Luftstromwege und bietet die primäre strukturelle Unterstützung.Schicht 4 (Grundschicht der Rückseite):Futterstoff oder Verbundmaterial↓ Funktion:Schützt die Schaumstoffschichten und sorgt durch die Nahtkonstruktion für eine stabile Verbindung mit dem Hauptteil des Rucksacks.Erfahrungsaustausch in der Fertigung:Mehrschichtige Konstruktionen sind nicht einfach nur das nacheinander Verkleben verschiedener Materialien. Der Laminierungsprozess zwischen den einzelnen Schichten beeinflusst das Tragegefühl unmittelbar.Bei Rückenpolstern mit mehrzoniger Unterstützung muss die Positionierung und Ausrichtung der Schaumstoffkomponenten unterschiedlicher Dichte im Vorfeld sorgfältig kontrolliert werden. Dies beugt Verschiebungen und Verformungen nach dem Formen vor und gewährleistet, dass jede Stützzone exakt den verschiedenen Druckverteilungsbereichen des menschlichen Rückens entspricht. 8. Vom Design zur Serienproduktion: Grundlagen der Qualitätskontrolle für Rückwandsysteme 8.1 Phase der Musterfreigabe vor ProduktionsbeginnPrüfung der Schaumdichte:Prüfen Sie, ob die Härte und Dicke des Schaumstoffs innerhalb von ±5 % der vorgegebenen Zielwerte liegen, um die Übereinstimmung mit den Konstruktionsanforderungen sicherzustellen.Messung der Luftkanaltiefe:Prüfen Sie die Luftkanaltiefe im unbelasteten Zustand, um die Formgleichmäßigkeit sicherzustellen. Führen Sie anschließend eine Belastungsprüfung durch, um die effektive Arbeitstiefe unter Druck zu messen und sicherzustellen, dass die Kanäle die erforderliche Mindesteffektivtiefe gemäß den Leistungsstandards beibehalten.Gesamttragetest:In der Musterfreigabephase sollten Rucksäcke von Nutzern mit unterschiedlichen Körperformen und realistischer Beladung getestet werden. Ziel ist es, alltägliche Nutzungsszenarien zu simulieren und potenzielle Probleme wie punktuelle Druckstellen, konzentrierten Tragekomfort oder eine unzureichende Passform zu identifizieren.Sollten Komfort- oder Leistungsprobleme auftreten, sind umgehend Anpassungen an der Schaumstoffdichteverteilung oder der Konstruktion vorzunehmen. Erst wenn das freigegebene Muster die Konstruktionsanforderungen vollständig erfüllt, darf das Produkt in Serienproduktion gehen. 8.2 MassenproduktionsphaseWährend der Serienproduktion müssen alle Parameter, die während der Vorproduktionsmusterfreigabephase bestätigt wurden, strikt eingehalten werden. Zur Sicherstellung einer gleichbleibenden Qualität werden Chargenkontrollen durchgeführt.Zuerst erfolgt die Wareneingangskontrolle.Bei jeder eingehenden Charge Schaumstoffmaterialien müssen Härte und Dicke geprüft werden, um eine gleichbleibende Qualität zu gewährleisten. Dadurch werden Qualitätsschwankungen in der Serienproduktion aufgrund von Unterschieden zwischen den Materialchargen vermieden. Die Materialien der Kontaktschicht sollten zudem stichprobenartig auf Gewicht und Dicke geprüft werden, um sicherzustellen, dass sie die geforderten Spezifikationen erfüllen.Zweitens erfolgt die Inspektion während des Formgebungsprozesses.Die Hersteller sind verpflichtet, während der gesamten Produktion vollständige Prozessinspektionen durchzuführen, um sicherzustellen, dass jeder Fertigungsschritt den festgelegten Prozessanforderungen entspricht.Zum Schluss erfolgt die Endkontrolle und Probenahme des fertigen Produkts.Gemäß dem AQL-Standard 1.5/4.0 werden Stichproben aus fertig genähten Rucksäcken nach dem Zufallsprinzip für eine Sicht- und Funktionsprüfung ausgewählt, einschließlich:Gesamte Planheit der RückwandGleichmäßigkeit der LuftstromkanaltiefeHaftfestigkeit zwischen den verschiedenen Schichten, einschließlich der Frage, ob Probleme wie Delamination, Haftungsversagen oder Schichtverschiebungen vorliegenDarüber hinaus sollten an ausgewählten Mustern Belastungsversuche durchgeführt werden, um sicherzustellen, dass die Rückwand unter Langzeitbelastung keine signifikanten Einstürze, Leistungseinbußen oder andere strukturelle Mängel aufweist. Dies trägt dazu bei, dass fehlerhafte Produkte nicht in den Markt gelangen. 8.3 Empfohlene Parameter-Checkliste für OEM-BestellungenParameterkategorieSpezielle ArtikelSchaumstoffspezifikationenMaterialart, Dicke, Dichte, Härte, FarbeLuftkanalspezifikationenLayoutmuster, Tiefe, Breite, Abstand der erhabenen Rippen, FormgebungsverfahrenMaschenspezifikationenDicke, Gewicht (g/m²), Faserzusammensetzung, Farbe, ob eine Anti-Pilling-Behandlung angewendet wurdeLaminierungsprozessVerbindungsmethode, Klebstoffart 9. Dienstleistungen, die wir für OEM-Kunden anbietenSYNBERRY ist spezialisiert auf die systematische Forschung und Entwicklung von Rückenplatten für Rucksäcke. Dank unserer über 30-jährigen Erfahrung in der Rucksackherstellung bieten wir Markenherstellern mit unterschiedlichen Positionierungen und Anwendungsbereichen umfassende technische Unterstützung während des gesamten Entwicklungsprozesses.Entwicklung mit niedriger Mindestbestellmenge (normalerweise ab 300–500 Stück, abhängig von der Komplexität des Rucksackdesigns)Kostenlose Beratung zur TragwerksplanungAuswahl der Schaumstoffdichte nach KundenwunschEntwicklung von LuftkanalformenSchnelle Probenahme (in der Regel 7–15 Tage)Vergleichsmuster mit unterschiedlichen KomfortniveausKonsistenzkontrolle in der MassenproduktionFalls Sie individuelle Wünsche bezüglich der Rückenpartie Ihres Rucksacks haben, zögern Sie bitte nicht, uns zu kontaktieren. Kontaktieren Sie uns Sie können uns jederzeit kontaktieren, um die Details Ihres konkreten Projekts zu besprechen. Häufig gestellte FragenFrage 1: Führt eine dickere Schaumstoffpolsterung der Rückenpartie immer zu höherem Komfort?A: Nicht unbedingt. Zu dicker Schaumstoff kann das Gewicht und das Volumen des Rucksacks erhöhen, und wenn die Schaumstoffdichte nicht optimal abgestimmt ist, kann dickerer Schaumstoff sogar eher zum Zusammenfallen neigen. Entscheidend ist die abgestimmte Gestaltung von Schaumstoffdicke, -dichte und Belüftungskanälen. Frage 2: Warum fühlt sich das Testmodell beim Tragen angenehm an, die in Serie gefertigten Rucksäcke hingegen sind zu steif?A: Die häufigsten Ursachen sind Schwankungen in der Schaumstoffhärte oder Unregelmäßigkeiten im Laminierprozess. Es ist wichtig, sicherzustellen, dass die Schaumstoffhärte innerhalb des vorgegebenen Toleranzbereichs bleibt und während der Freigabephase der Vorserienmuster Druckprüfungen durchzuführen. Frage 3: Sind Neopren-Rückenpaneele für den Sommereinsatz geeignet?A: Reine, flache Neopren-Rückenplatten sind für den Sommer nicht ideal, da Neopren naturgemäß Wärme speichert. In Kombination mit einer EVA-Stützschicht, atmungsaktiven Luftkanälen und 3D-Mesh können Neopren-Rückenplatten jedoch auch bei sommerlichen Bedingungen für ein angenehmes Tragegefühl sorgen. Frage 4: Wie tief müssen die Luftkanäle sein, um effektiv zu funktionieren?A: Für Rucksäcke für den täglichen Gebrauch (5–8 kg Zuladung) wird eine Tiefe von 5–6 mm empfohlen. Für Reiserucksäcke (8–12 kg Zuladung) werden 6–8 mm empfohlen. Für Outdoor-Rucksäcke (ab 12 kg Zuladung) werden 8–12 mm empfohlen.Die wichtigste Voraussetzung ist, dass nach der Belastungsprüfung die verbleibende effektive Luftkanaltiefe nicht weniger als 70 % der ursprünglichen Tiefe betragen darf. Frage 5: Wie sollte das GSM des 3D-Netzes ausgewählt werden?A:Schulrucksäcke: 250–350 g/m²Reiserucksäcke: 350–500 g/m²Outdoor-/Sportrucksäcke: 500–700 g/m²Ein Netzmaterial mit unzureichendem Gewicht kann sich mit der Zeit dehnen und verformen, wodurch die Luftkanäle bei längerem Gebrauch an Wirksamkeit verlieren. Frage 6: In welchem Maße beeinflusst die Gestaltung der Rückenplatte die Gesamtkosten des Rucksacks?A: Das wirkt sich natürlich auf die Kosten aus. Durch die Optimierung der Luftkanaltiefe und der Konstruktion anstatt durch eine einfache Erhöhung der Materialstärke können Hersteller jedoch deutliche Verbesserungen des Tragekomforts erzielen und gleichzeitig die Kosten im Rahmen halten. Autor
MEHR ANZEIGENBitte lesen Sie weiter, bleiben Sie auf dem Laufenden, abonnieren Sie uns und wir heißen Sie herzlich willkommen, uns Ihre Meinung mitzuteilen.




Copyright
@2024 Synberry Bag & Package Products Co.,Ltd Alle Rechte vorbehalten
.
 NETZWERK UNTERSTÜTZT
NETZWERK UNTERSTÜTZT
Sitemap / Blog / Xml / Datenschutzrichtlinie























